


方管热弯公司
 航萧管件
弯管加工中的常见问题,弯头大部分全是中后期生产加工的,因而应需注意其生产技术性,生产加工方式 和规定。以使生产加工能更好的达到管路规定。一些客户发觉难以解决弯头,那麼,实际原因是什么呢?怎样摆脱生产加工艰难的问题,下边笔者就给大伙儿讲解下。一、缘故
1.生产加工强度过过高使数控刀片损坏加速,而且无法铣面。
2.低传热系数会造成刃口塑性形变和迅速的设备损坏。
3.非常容易使一小块粉末状留到激光切割销的边沿,造成弯头的表层生产加工欠佳。
4.数控刀片与被生产原料中间的有机化学关联造成冷作硬化和被生产原材料的低传热性,这不仅仅会致使出现异常损坏,还会继续造成专用工具毁坏和出现异常破裂。
二、解决方案
1.生产过程中不用用劲过大,弯头可以迅速消除切削。
2.变更管路的低导热率,以避免专用工具损坏过快。
3.挑选准确的专用工具,立即清除表层碎渣。
在查阅了以上缘故以后,很多客户了解了为什么弯头如此无法生产加工,根据剖析缘故,大家提示我们在使用以前消除外界污渍,生产加工根据外型的洁净度。
弯头是日常生活中常常采用的商品。可用以石油管道和天燃气运送,在生产和生产过程中应留意一些问题。如果不注意,很有可能会影响到运用实际效果,下边将详细介绍弯头全过程中的常见问题。
1.请勿触摸弯头的绝缘物,以防产生风险,即使已经安装使用了外界开关电源和电线插座,也不允许外行工作人员触碰他们,可是专业技术人员或管理人员可以开启开关电源配件。
2.在生产商发售设备以前,应将电气控制柜联接至关键的绝缘层电源开关。应用设备以前,大家应按照本地工作电压实际操作。
3.开关电源为三相电源。
4.原材料中性化轴的部位与弯折方式 不一样。在顶端弯折(缩小弯折)实际操作中,高转速轴距表面约1/3,在拐弯实际操作中,高转速轴距表面2/3。因而,应用扭曲弯折法弯曲厚壁管是合理的。
5.弯头的变形特性和表层腐蚀性也会危害弯头的品质,在现场作业流程中,实际操作技术人员还应掌握所生产加工管路的原材料和生产特性,并对表层浸蚀作出分辨。
以上是弯管加工生产制造环节中应留意的一些问题。假如没法解决困难,则应找专业人士完成实际操作。在生产过程中应采用安全防范措施以保证安全。
航萧管件
弯管加工中的常见问题,弯头大部分全是中后期生产加工的,因而应需注意其生产技术性,生产加工方式 和规定。以使生产加工能更好的达到管路规定。一些客户发觉难以解决弯头,那麼,实际原因是什么呢?怎样摆脱生产加工艰难的问题,下边笔者就给大伙儿讲解下。一、缘故
1.生产加工强度过过高使数控刀片损坏加速,而且无法铣面。
2.低传热系数会造成刃口塑性形变和迅速的设备损坏。
3.非常容易使一小块粉末状留到激光切割销的边沿,造成弯头的表层生产加工欠佳。
4.数控刀片与被生产原料中间的有机化学关联造成冷作硬化和被生产原材料的低传热性,这不仅仅会致使出现异常损坏,还会继续造成专用工具毁坏和出现异常破裂。
二、解决方案
1.生产过程中不用用劲过大,弯头可以迅速消除切削。
2.变更管路的低导热率,以避免专用工具损坏过快。
3.挑选准确的专用工具,立即清除表层碎渣。
在查阅了以上缘故以后,很多客户了解了为什么弯头如此无法生产加工,根据剖析缘故,大家提示我们在使用以前消除外界污渍,生产加工根据外型的洁净度。
弯头是日常生活中常常采用的商品。可用以石油管道和天燃气运送,在生产和生产过程中应留意一些问题。如果不注意,很有可能会影响到运用实际效果,下边将详细介绍弯头全过程中的常见问题。
1.请勿触摸弯头的绝缘物,以防产生风险,即使已经安装使用了外界开关电源和电线插座,也不允许外行工作人员触碰他们,可是专业技术人员或管理人员可以开启开关电源配件。
2.在生产商发售设备以前,应将电气控制柜联接至关键的绝缘层电源开关。应用设备以前,大家应按照本地工作电压实际操作。
3.开关电源为三相电源。
4.原材料中性化轴的部位与弯折方式 不一样。在顶端弯折(缩小弯折)实际操作中,高转速轴距表面约1/3,在拐弯实际操作中,高转速轴距表面2/3。因而,应用扭曲弯折法弯曲厚壁管是合理的。
5.弯头的变形特性和表层腐蚀性也会危害弯头的品质,在现场作业流程中,实际操作技术人员还应掌握所生产加工管路的原材料和生产特性,并对表层浸蚀作出分辨。
以上是弯管加工生产制造环节中应留意的一些问题。假如没法解决困难,则应找专业人士完成实际操作。在生产过程中应采用安全防范措施以保证安全。
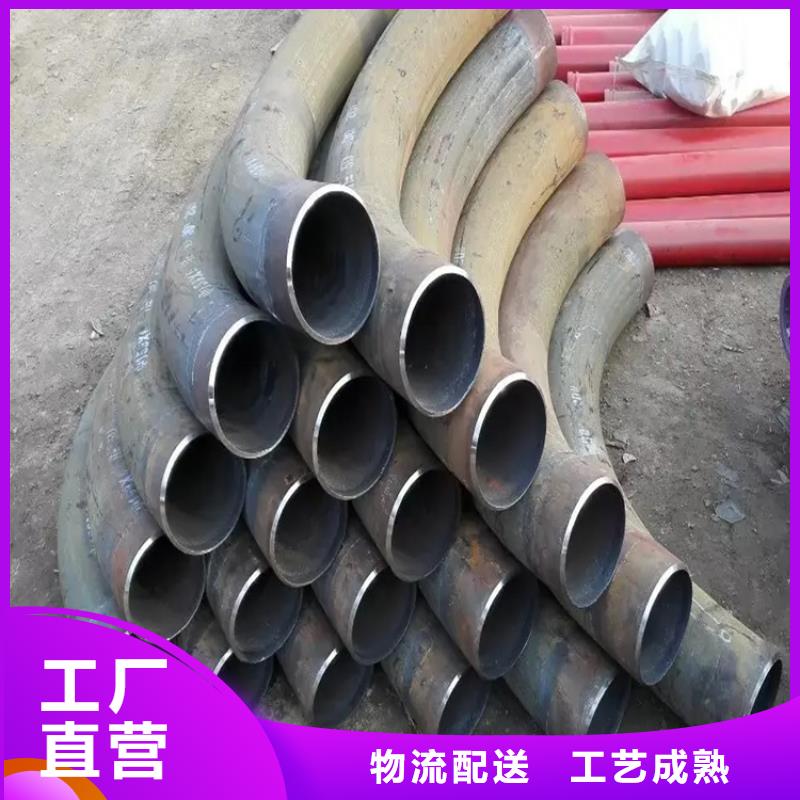
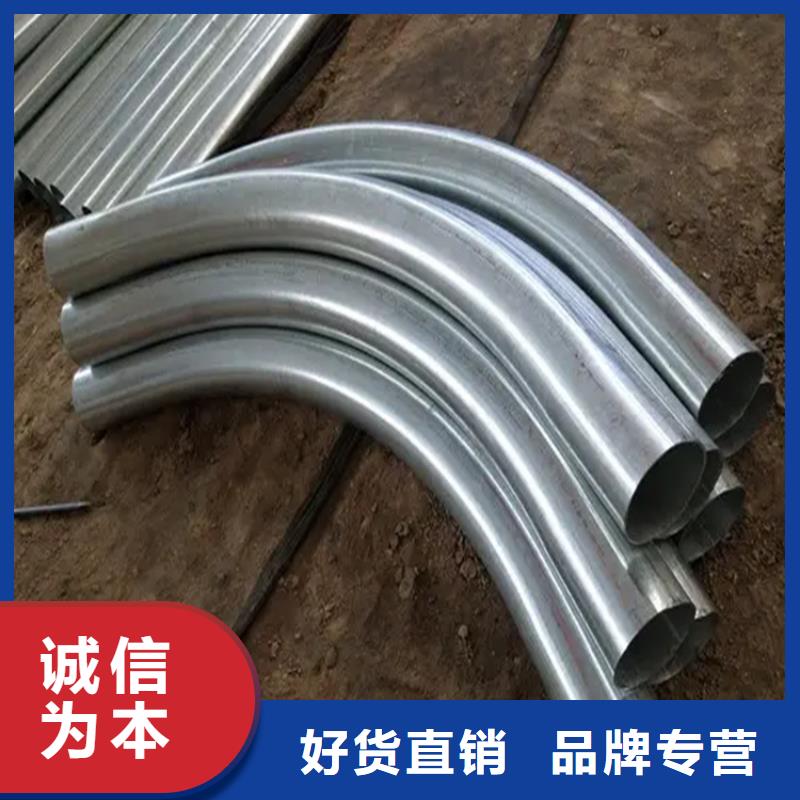
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 304不锈钢弯管用在什么地方弯管是通过对304不锈钢管进行加工,将直的304不锈钢管通过弯圆设备对不锈钢管进行折弯、盘管等加工。
因为304不锈钢管良好的耐腐蚀性、良好的柔韧性、具有耐高温型,所以很多机械设备、金属制品内使用不锈钢弯圆管。汽车行业排气管等部位也需要不锈钢弯圆、家具及展具上也需要用到不锈钢管折弯。304不锈钢弯圆管的质量也决定了这些不锈钢产品的质量。
304不锈钢管在弯圆的过程中,难免会造成不锈钢管表面的变形,使用在金属家具和服装道具上的不锈钢制品对美观的要求很高,这就需要不锈钢管在弯圆的过程中不能有过多的变形。要弯出高质量的不锈钢弯圆产品,除了使用好的弯圆设备外,还要有经验丰富的弯圆师傅。?
304不锈钢弯管用在什么地方弯管是通过对304不锈钢管进行加工,将直的304不锈钢管通过弯圆设备对不锈钢管进行折弯、盘管等加工。
因为304不锈钢管良好的耐腐蚀性、良好的柔韧性、具有耐高温型,所以很多机械设备、金属制品内使用不锈钢弯圆管。汽车行业排气管等部位也需要不锈钢弯圆、家具及展具上也需要用到不锈钢管折弯。304不锈钢弯圆管的质量也决定了这些不锈钢产品的质量。
304不锈钢管在弯圆的过程中,难免会造成不锈钢管表面的变形,使用在金属家具和服装道具上的不锈钢制品对美观的要求很高,这就需要不锈钢管在弯圆的过程中不能有过多的变形。要弯出高质量的不锈钢弯圆产品,除了使用好的弯圆设备外,还要有经验丰富的弯圆师傅。?

 弯管机如何解决因油温变高而降低弯管精度
液压弯管机弯管精度如何保证
我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。
做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢?
我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。
弯管机如何解决因油温变高而降低弯管精度
液压弯管机弯管精度如何保证
我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。
做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢?
我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |