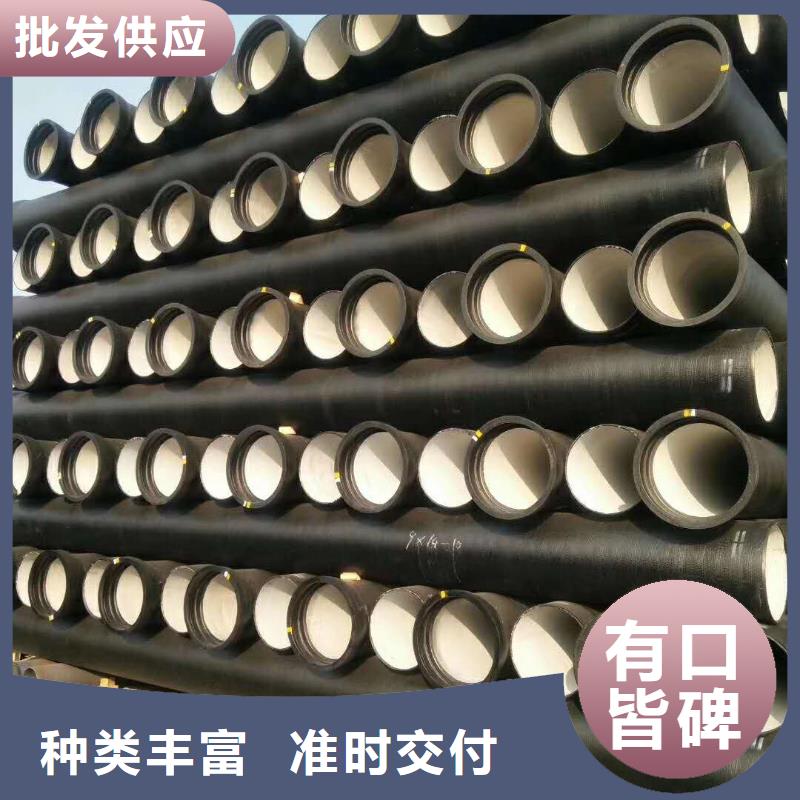






球墨铸铁管适合安排2至3工人就行配合铺管。 胶圈要放正在承口槽内,并用手压实。用云石胶(大理石石头专用胶水)黏结修补现在有许多粘合剂都可以处理渗水处关键是你一定要先把要处理处的表面清理干净你可到超市去买一种叫"哥俩好"的黏合剂A.B.双组分共20克将渗水处处理干净使之干燥按使用说明调配涂在裂缝处即可.此品3元多一组千万不可购买地摊货因为有假货去五金店卖高压胶布缠住出水处 保3到5年 建议换管。

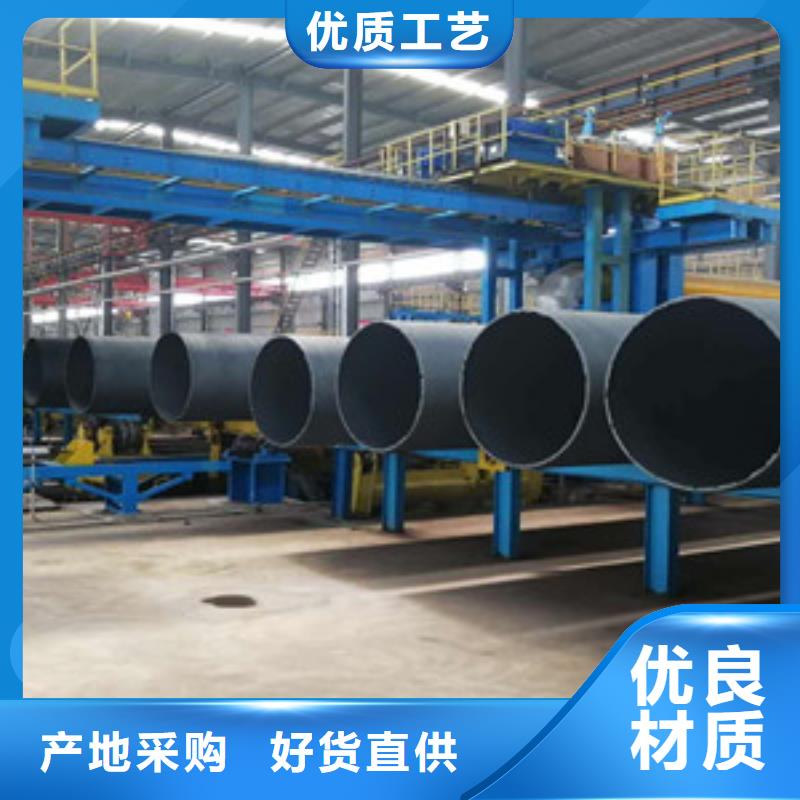
球墨铸铁管在生产中是采用热摸法对金属铸件进行加热,在铸型旋转的情况下,球墨铸铁管公司对其内壁涂一层涂料或树脂覆膜砂,并让涂层干燥、 硬化后浇人金属液成型。据中国钢铁工业协会副会长迟京东计算,按照2016年1月22日国务院常务会议提出的再压缩粗钢产能1亿到1.5亿吨的目标,以及目前中国钢厂人均产钢300吨估算,此轮钢铁去产能意味着将有40万-50万左右的钢铁职工面临调整或重新选择。在去产能的过程中,如何妥善安置钢铁职工,成为钢铁行业去产能的 难题。
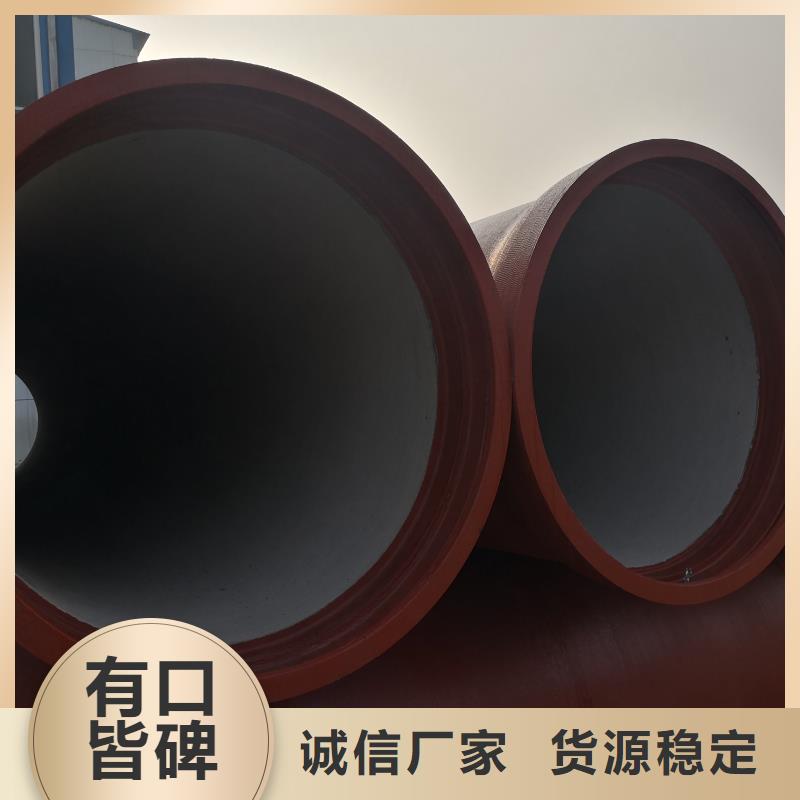
负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。在自来水管道工程上沿用数十年的灰铸铁刚性接口管,球墨铸铁管件规格型号确定浇注温度;一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。消失模是干砂、由于其强度低、重量大、施工费力及使用寿命短等缺点,已经基本上被柔性接口球墨铸铁管取代。
球墨铸铁管的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。
碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。