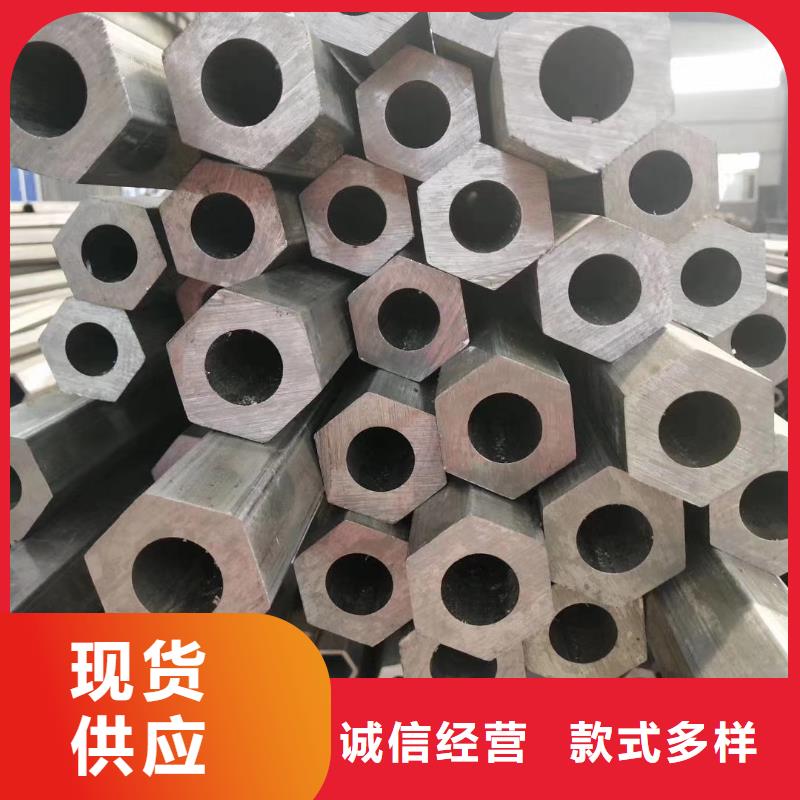
45#八角钢管定尺定做销售价格
发布时间:2024-09-10 07:13:59 浏览次数:1
以下是:45#八角钢管定尺定做销售价格的产品参数
| 产品参数 |
|---|
| 产品价格 | 4800元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 产品品牌 | 乐道 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 无锡 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属 |
|---|
| 质保时间 | 一年 |
|---|
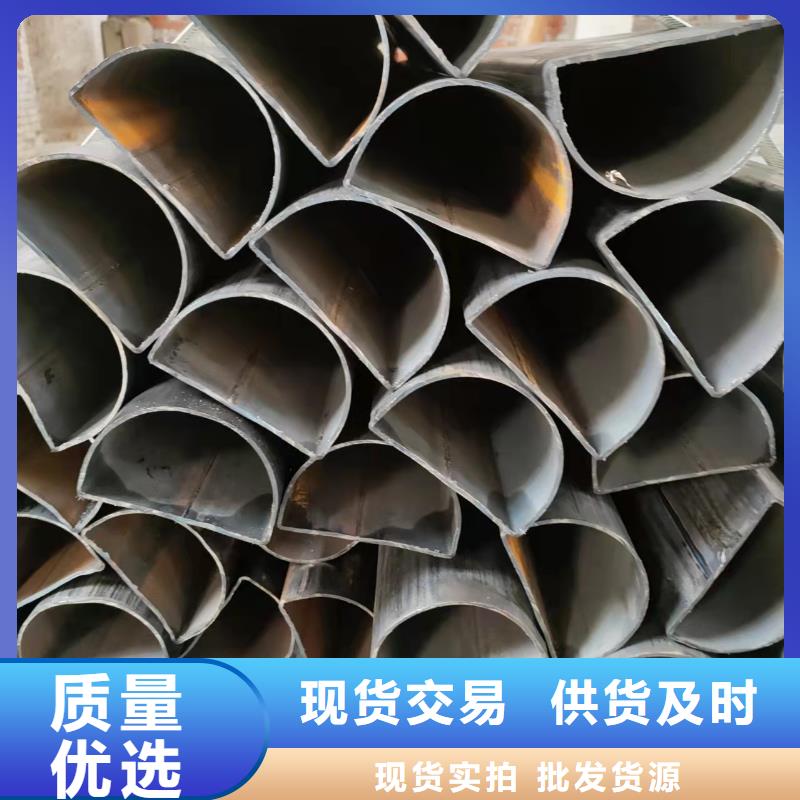
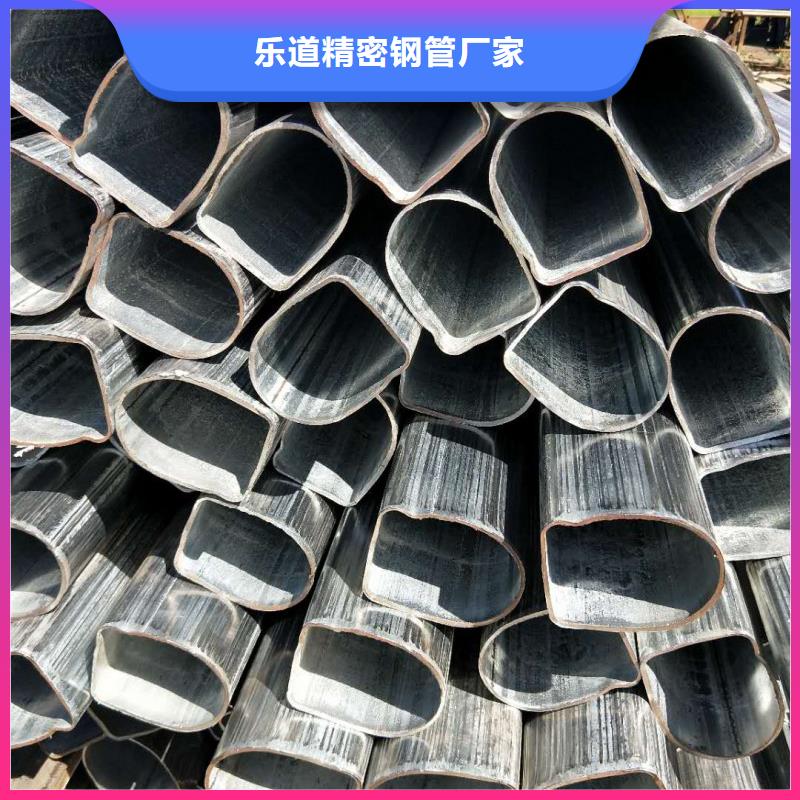
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
|---|
| 适用领域 | 工业输送管道以及机械结构部件 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 456 |
|---|
| 工作温度 | 560 |
|---|
| 生产工艺 | 冷拔 |
|---|
| 交货状态 | 冷轧或退火(根据客户用途) |
|---|
| 执行标准 | GB/T3094 |
|---|
以下是:45#八角钢管定尺定做销售价格的图文视频
导读 您是想要在广东省深圳市采购高质量的45#八角钢管定尺定做销售价格产品吗?广东省深圳市乐道精密钢管厂家是您的不二之选!我们致力于提供品质保证、价格优惠的45#八角钢管定尺定做销售价格产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-13961857377,QQ:252372346,地址:《无锡国联金属市场168号发货到广东省 深圳市 罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、龙华街道、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道》。 广东省,深圳市 深圳市的前身是宝安县,明清时期主体部分属广州府新安县,建市之前属惠阳地区。深圳之名始见史籍于明朝永乐八年(1410年),1979年,成立深圳市,1980年,成为中国设立的个经济特区。
深圳异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
深圳异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
深圳异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
深圳异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
深圳异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
深圳异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
深圳异型管焊嘴与异型管间的距离以15-25mm为宜。





<深圳>乐道精密钢管厂家主要经营深圳精密管。 公司始终把客户满意做为我们服务的目标,为客户提供一体化服务。公司借助深厚的行业经验和广泛的资源,不断开拓崭新的市场,努力构建完整的产业模式,始终坚持“一诺千金,双赢互利,品质永恒”的经营理念,专注深圳精密管行业,在业内具有良好的口碑和知名度。


总结 在广东省深圳市采购45#八角钢管定尺定做销售价格请认准广东省深圳市乐道精密钢管厂家,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-13961857377,QQ:252372346,地址:国联金属市场168号)。