服务热线:13181093766
联系我们

发布时间:2024-09-18 21:00:38 浏览次数:1 公司名称:[泰安]绿洲金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 180 |
| 发货期限 | 3-5天 |
| 供货总量 | 9999 |
| 运费说明 | 物流 |
| 最小起订 | 10米 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 201 304 316 |
| 产品品牌 | 绿洲金属 |
| 发货城市 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国发货 |
| 产品颜色 | 按图纸要求 |
| 是否进口 | 否 |


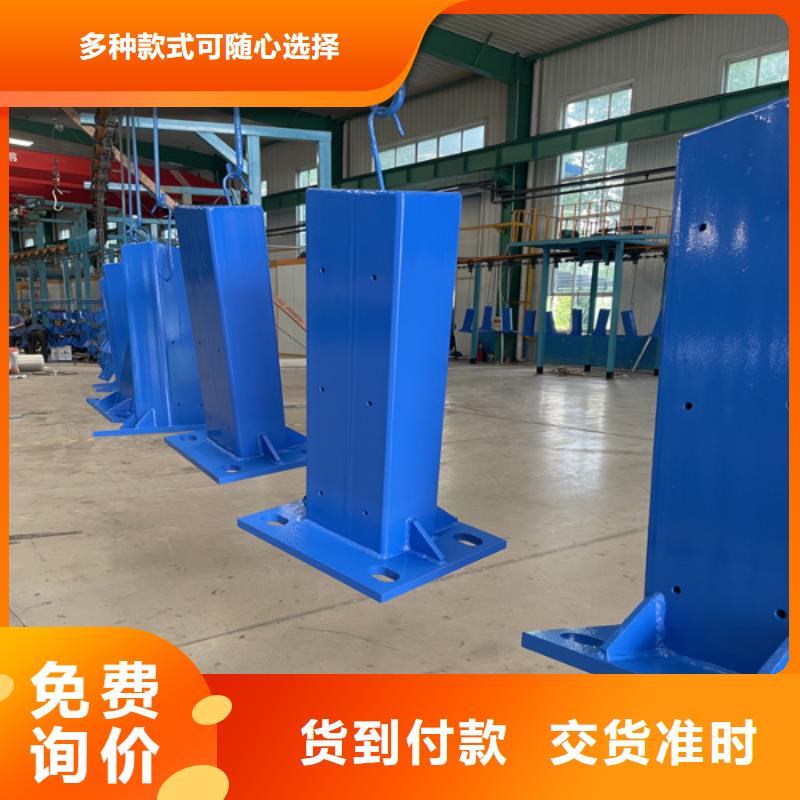

泰安高铁站台不锈钢栏杆价格
不锈钢复合管护栏栏杆注意加工成型工序,应尽量采用什么方法 现场实测放线。土建施工会有一定偏差,装饰设计图纸深度也不够,所以必须根据现场放线实测的数据,根据设计的要求绘制施工放样详图。尤其要对楼梯不锈钢栏杆扶手的拐点位置和栏杆的立柱定位尺寸要格外注意,只有经过现场放线核实后放样详图,才能作为栏杆的加工图;检查预埋件是否齐全、牢固。如果原土建结构上未设置合适的预埋件,则应按照设计需要补做; 选择合格的原材料; 注意加工成型工序:应尽量采用工厂成品配件和杆件; 现场焊接和安装:一般应先竖立直线段两端的立柱,检查就位正确和校正垂直度,然后用拉通线方法逐个安装中间立柱,顺序焊接其他杆件。施工时要注意管材间的焊接要用满焊,不能仅点焊几点,以免磨平后会露出管材间的缝隙; 打磨和抛光。严格按照有关操作工艺由粗砂轮片到超细砂轮片逐步打磨,用抛光轮抛光。


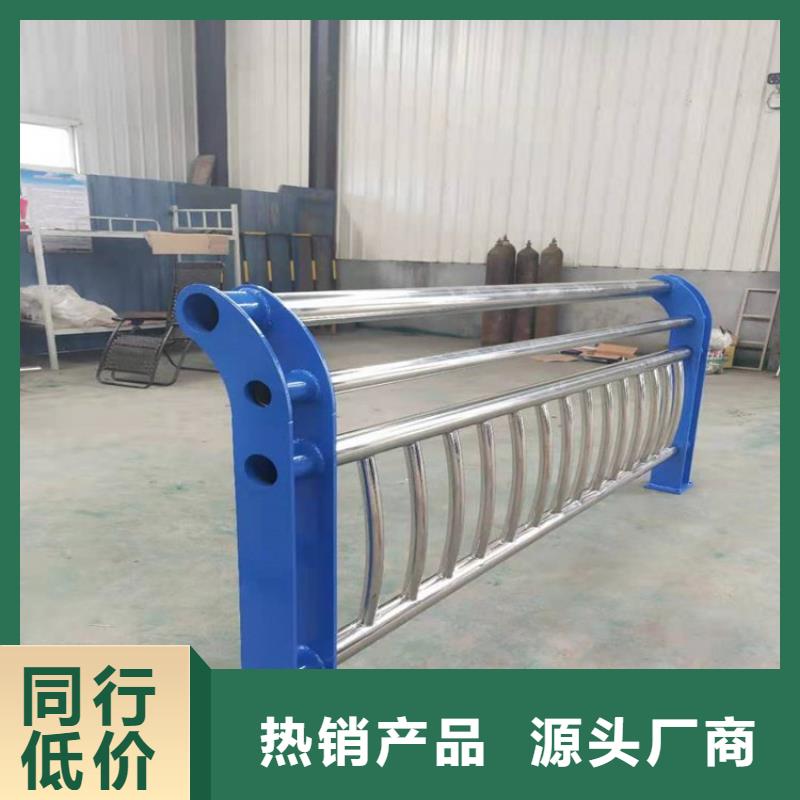
不锈钢复合管护栏的主要施工方法: 1.施工前应进行现场放样,准确计算各构件长度。 2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。 3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。 4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。 5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。 焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。 6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。 。


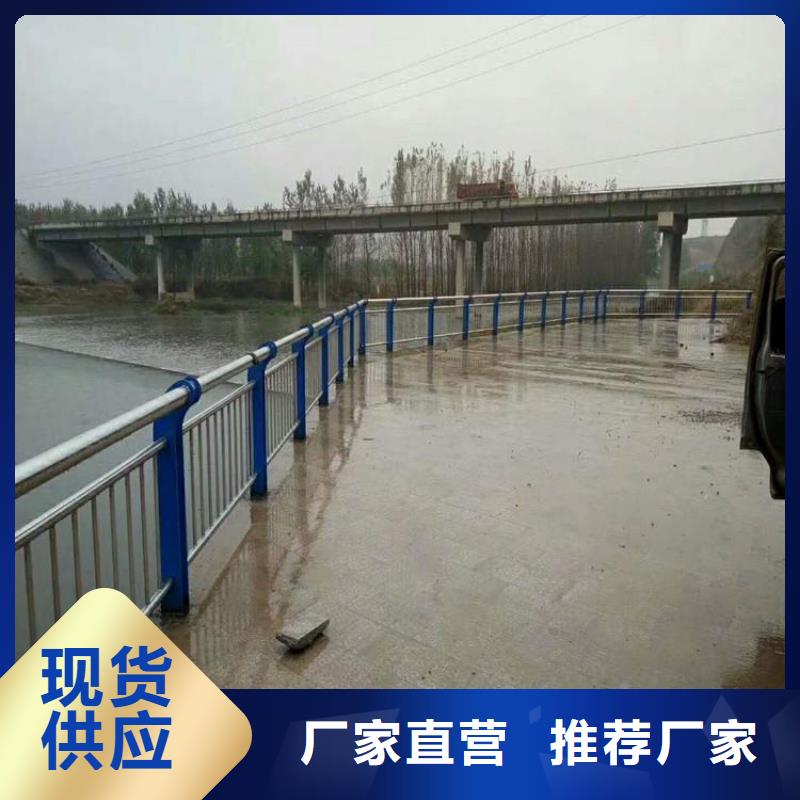
不锈钢复合管护栏接头焊接有一个原则: 不得在不锈钢复合管复层上采用碳钢焊条或低合金钢焊条施焊,只允许采用不锈钢焊条在碳钢基层上施焊。 不锈钢复合管和碳钢之间的互熔,是一个复杂的合金化过程,如果不锈钢复合管复层上熔焊碳钢,碳钢的焊缝金属被不锈钢母材稀释后形成中合金钢焊缝金属,在快速冷却的作用下,它必然变得硬而脆,并对冷裂极为敏感,其过渡层硬化带的厚度可达2.5mm以上,而碳钢基层上熔焊不锈钢复合管,不锈钢复合管的焊缝金属被碳钢母材少量稀释后仍是铬镍型不锈钢,只是降低了不锈钢复合管焊缝中的铬镍含量,增加了碳含量,虽易产生脆而硬的马氏体组织,但其过渡层的硬化带厚度小于lmm。




