





管件规格型号不同、壁厚不同,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,因此消失模铸造的浇注温度一般比普通砂型铸造要高。随着该工艺的不断发展和完善,已广泛用于成批生产。
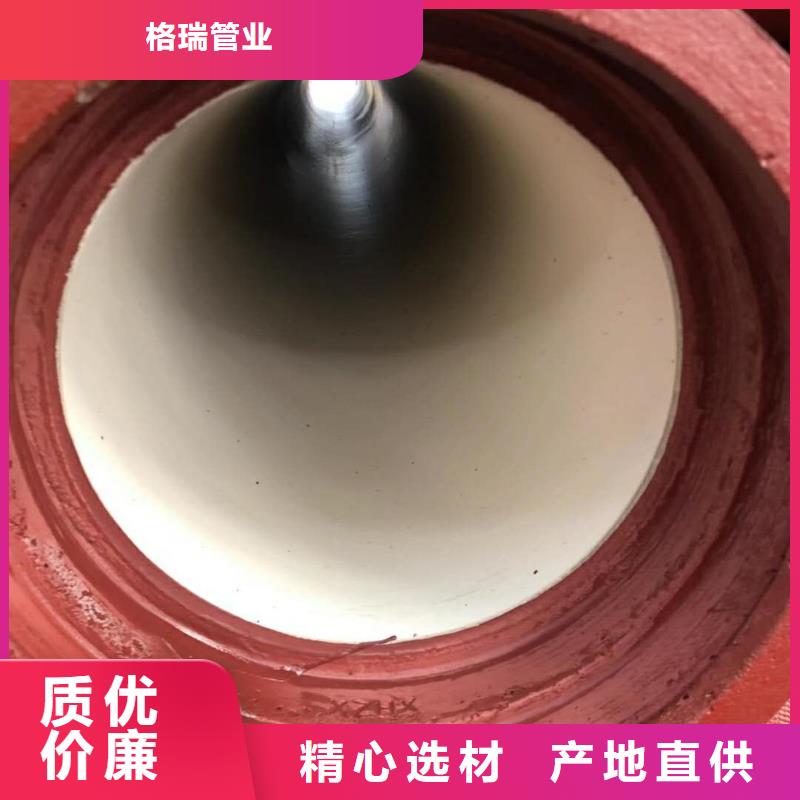
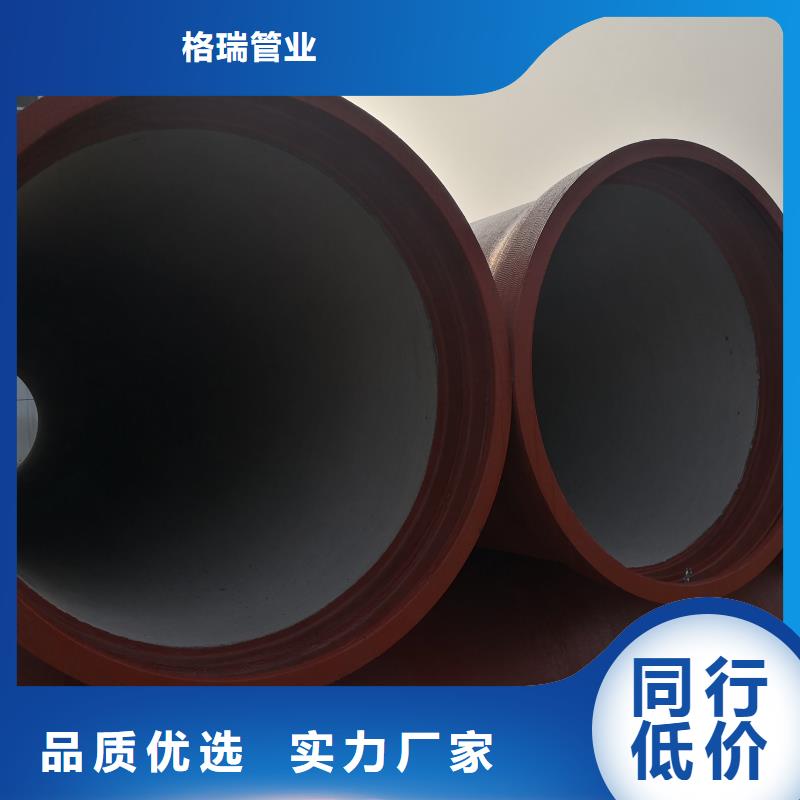
使水泥均匀地分布在管子内,并牢固地粘附在管子上,从而达到隔离水与铸管,避免铸管产生锈蚀,污染输送水的目的。由于其成本低,施工简单,目前广泛应用于给水管道。在用于输送污水和其他有腐蚀性的时,就需要在管子喷涂其他特种涂料了。由于水泥砂浆是通过管子的高速产生的离心力使其粘附在管子内表面,砂子为固体颗粒,水泥浆为液态,这样整个水泥衬层剖面为:贴近铸管的地方,也就是半径大的地方。球墨铸铁管德州dn600球墨铸铁管球墨铸铁管与普通管材相比,从装置时间上,球墨铸铁管比pe管装置更简略方便,且装置后内外承压力更好,从密闭性和防腐性上来看,球墨管装置后的密闭性更好,也可以通过多种防腐手段防腐蚀功能,从综合装置保护造价来看,球墨管有着更加优越的性价比。 此类错误必须按操作工艺要求加以纠正。五,预留套管及铁件问题。混凝土梁,墙,板上预留套管及铁件位置不准确,不利管道穿行和支架安装。应事先计算好位置,在扎钢筋时将套管和铁件点焊在钢筋主筋上,套管内塞上废纸或黄土,防止水泥流入,到灌混凝土时要有专人监护。
球墨铸铁管给水管道冲洗工序(洗管),是竣工验收前的一项重要工作,冲洗前必须认真拟订冲洗方案,长距离管道应分段进行,分区冲洗,做好冲洗设计,以保证冲洗工作顺利进行。管道冲洗要耗用大量的水,水源必须充足,冲洗时应避开用水高峰,以流速不小于1.5m/s的冲洗水连续冲洗,直至出口水的浊度、色度与入口水目测一致时即可取水化验。直管、管件和附件的硬度是指用标准的工具可以对其进行切割、钻孔、打眼/或机械加工的硬度。如有争议,可进行硬度试验。 离心球墨铸铁管的布氏硬度值不得超过230HB,非离心球墨铸铁管、管件和附件的布氏硬度值不得超过250HB。焊接部件的焊接受热区的布氏硬度值可高些。
管道消毒应采用含量不低于20mg/l氯离子浓度的清水浸泡24小时,再次冲洗,直至水质管理部门取样化验合格。
球墨铸铁管对行业发展有重大影响的钢铁企业重组。通过破局性钢铁企业重组,产生鲶鱼效应,推动其他钢铁企业重组,同时破局性钢铁企业重组也能够在政策实践、改革突破等方面趟出路子。宝钢武钢的重组有望为后续钢铁企业的兼并重组起到示范和引领作用。主要为保障管道安全运行,球墨铸铁管具有以下作用:球墨铸铁管补偿吸收管道轴向、横向、角向热变形;球墨铸铁管水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。山东聊城格瑞球墨铸铁管热膜铸造工艺的球墨管一般为单支长度8米,球墨铸铁管采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。 李新创指出,要推动对市场格局有重大改变作用、吸收设备振动,减少设备振动对管道的影响;吸收地震、地陷对管道的变形量。 