

无需长篇大论,观看不锈钢复合板【不锈钢焊管】厂家直销视频,让你瞬间爱上我们的产品。
以下是:不锈钢复合板【不锈钢焊管】厂家直销的图文介绍
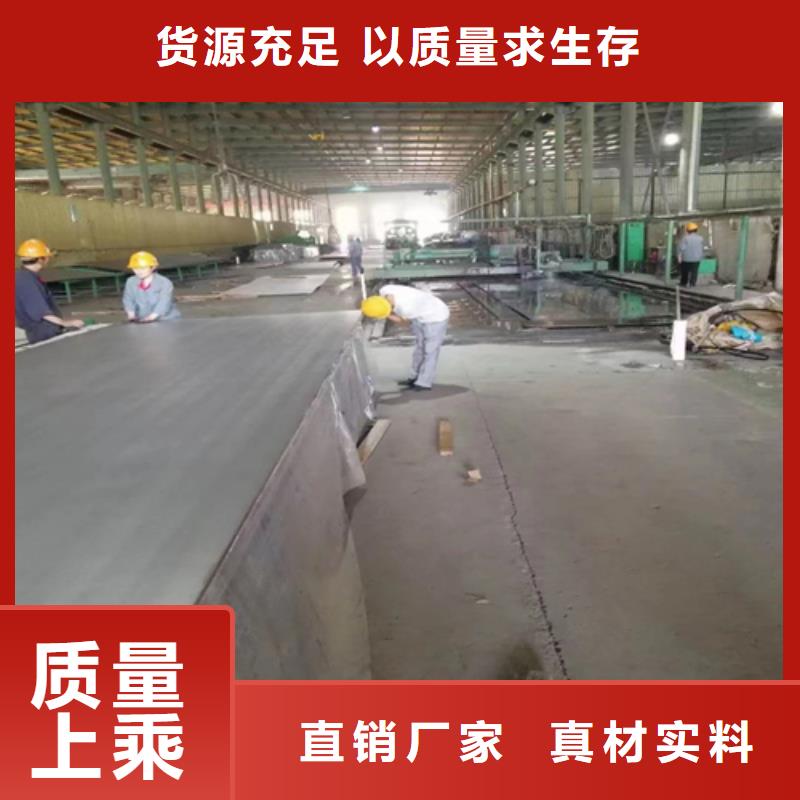
贵港惠宁金属制品有限公司是生产 不锈钢复合板、不锈钢焊管、除渣机配件、304不锈钢复合板的专业性企业,已有多年的 不锈钢复合板、不锈钢焊管、除渣机配件、304不锈钢复合板生产历史。公司是以 不锈钢复合板、不锈钢焊管、除渣机配件、304不锈钢复合板产品为主业,集研发、制造、销售服务于一体,建有完整的质量保证体系,技术力量雄厚,检测手段先进。 本公司产品按标准 设计制造,企业技术力量雄厚,建有先进的 不锈钢复合板、不锈钢焊管、除渣机配件、304不锈钢复合板性能测试系统,以科技为先导,不断进行创新,面向市场生产用户满意的 不锈钢复合板、不锈钢焊管、除渣机配件、304不锈钢复合板产品。


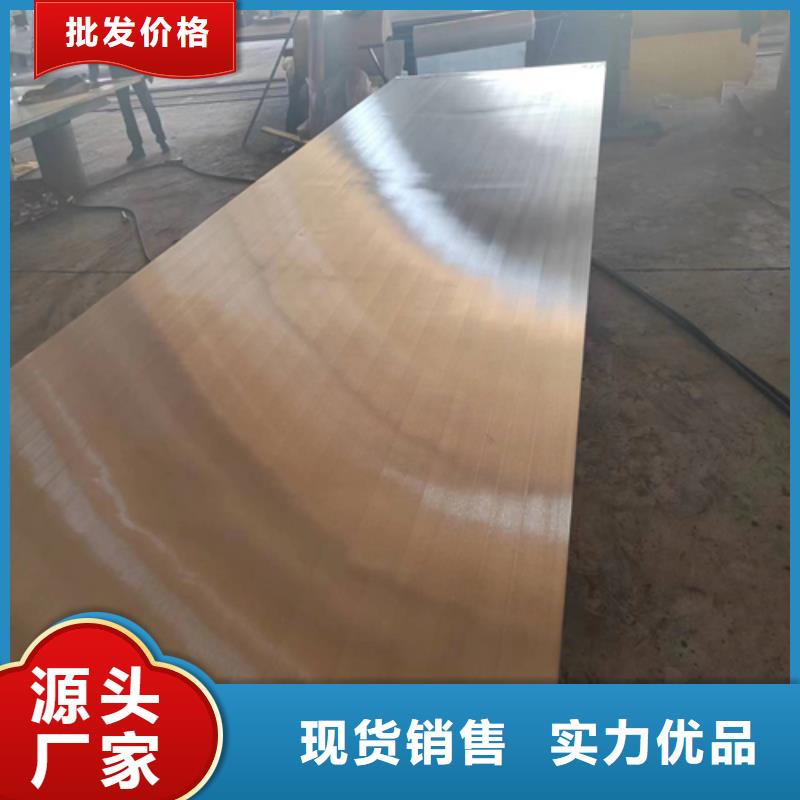
不锈钢复合板 复合不锈钢碳钢板蚀性能好,TIG焊接接头抗晶间腐蚀性能较差,其抗晶间腐蚀性能大小顺序为:母材>TIG+M>MIG>TIG;三种焊接工艺方法下,焊接接头在9.8%的硫酸溶液抗腐蚀性能大小顺序为:母材>TIG+M>MIG>TIG;在5%的盐酸溶液中的抗腐蚀性能为:母材>TIG>TIG+M>MIG。 对比激光焊接双面超薄不锈钢复合板的 焊接接头性能表明:激光焊接超薄不锈钢复合板时,焊接接头热影响区及焊缝尺寸细小、成型良好,焊接接头力学性能优异,但基层碳钢对覆层合金元素的稀释率较大,焊缝区Cr含量在6%~7%,Ni含量在2%~3.5%,不能满足抗腐蚀性能的成分要求,焊缝表面抗腐蚀性能较差。采用多层多道焊的TIG+M方法焊接双面超薄不锈钢复合板结果表明:双面超薄不锈钢复合板的焊接采取开单面坡口和双面坡口,焊接电流105A~110A,电压20~22V,焊接速度2.1~2.5mm/s,焊接接头成型良好,焊缝金属表面Cr含量达到15~17%,Ni含量达到6~7%,焊缝表面抗腐蚀性能较好;焊接接头的力学性能比较,单



310s+345R不锈钢复合板 5+1不锈钢钢复合板 不锈钢接管与设备壳体复层材料相同,组焊时,不锈钢接管与筒体基层相焊时选用过渡层焊接材料,与基层相焊时,选用基层焊接材料。
2.8 焊接检验焊缝表面不得有气孔、夹渣、裂纹、弧坑和飞溅物。角焊缝的焊脚尺寸符合设计规定,并应平缓过渡至母材。
2.9 焊接工艺参数主筒体焊接时,根据焊接工艺评定,编写焊接工艺参数如下:参数
项目
焊接顺序
焊接
方法
焊接
牌号
直径(mm)
极性
电流
(A)
电压(V)
焊接速(㎝/min)
焊接
线能(kJ/㎝)
内
基层
1
SMAW
J507
∮3.2
反
100~140
22~24
13~162~3
SMAW
J507
∮4.0
反
140~180
23~25
15~18过渡层
1~2
SMAW
A042
∮3.2
反
80~110
22~24
14~17复层
1~2
SMAW
A022
∮4.0
反
80~110
22~24
14~17外
1
SAW
H08MnA
∮4.0
反
550~600
38~40
40~502
SAW
H08MnA
∮4.0
反
500~550
35~38
40~50


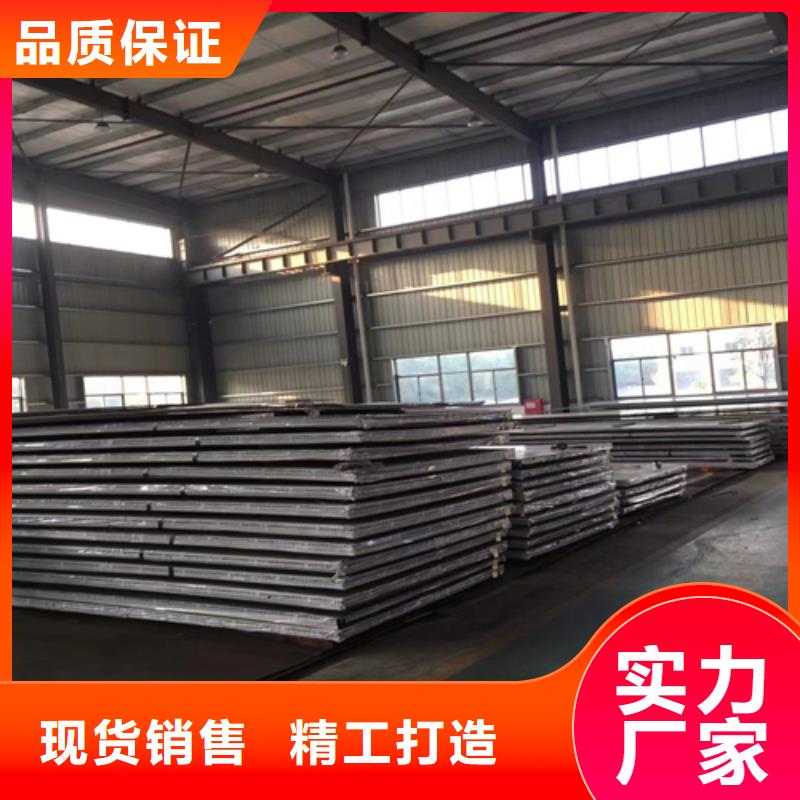
不锈钢复合板 现货销售支持定做河钢集团张宣科技冶金科技公司紧紧围绕产品和市场,在钙灰生产及销售方面坚持精益管理,严格产品质量管理,用优质产品和服务赢得了客户信赖。自2月份起至今,该公司已与河北的唐山和沧州、山西大同以及天津等地区的6家单位陆续签订购买合同,成功销售活性钙灰1万吨,销售额突破500万元。据悉,该公司从基础管理入手,不断完善管理措施,优化生产组织,限度地产品质量,确保客户满意,实现以质取胜。该公司重点从以下几个方面展开工作:一是严格工艺分析,除每天的生产例会外,还于每周四定期召开生产工艺分析会,由生产主管主持,原料工、调火工、中控工、取样工、成品工等全部参加,对产品质量情况进行系统分析。二是强化标准作业,该公司岗位技术人员严格执行看火、取样、巡回检查及设备维护等作业标准,精准控制、调节回转窑温度,控制好石灰的硫分、灰分、石灰强度及二氧化硅含量,确保石灰成分及性能稳定



