




想了解绕筋机不用钢筋弯曲中心质优价保产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:绕筋机不用钢筋弯曲中心质优价保的图文介绍

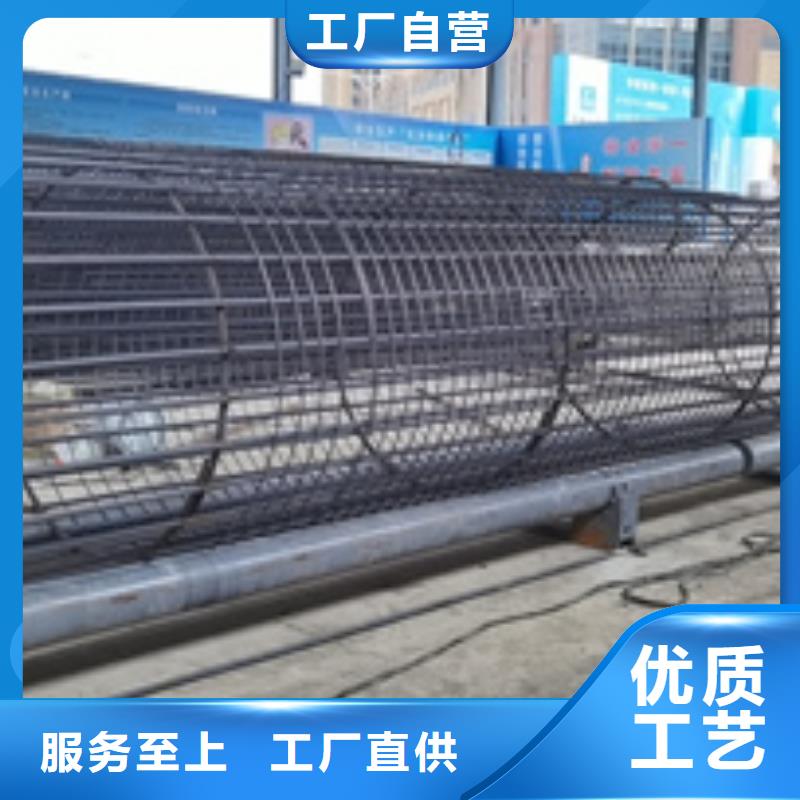
绕筋机一、数控钢筋笼滚焊机定义: 数控钢筋笼滚焊机是一款具有数控的装机用钢筋笼自动化加工装备。钢筋笼滚焊机也有些人称之为钢筋笼成型机、钢筋滚笼机、滚焊机等,其实都是同一款产品。
二、数控钢筋笼滚焊机的工作原理: 根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机,即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。
二、数控钢筋笼滚焊机的工作原理: 根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机,即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。


钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。



6,组合式设计使搬运、安装、声场等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。
7,绕筋,主筋可双筋同时制作。
8,钢筋绕筋机自动上料采用智能化控制,可使大型钢筋笼作更加简单。
9,绕筋送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。
7,绕筋,主筋可双筋同时制作。
8,钢筋绕筋机自动上料采用智能化控制,可使大型钢筋笼作更加简单。
9,绕筋送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。


全自动钢筋笼绕筋机安全操作流程
1、变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接过程中滑块飞出,造成事故。
2、当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后重新起车焊接。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断,方可进行调节或维修,严禁在设备带电状态下进行调整。
3、设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋系统,不得跨越环筋),以免发生危险。
4、滚焊机在焊接过程中,操作工必须时常注意设备的运行状况,不得远离设备而干其他工作。
5、设备必须接地良好,在工作过程当中一旦发现设备漏电, 应立即停车切断所有电源,待故障排除后方可继续工作。
6、必须做好设备的维护和保养,这点需注意的事情是平时机械一定要定期的维护和保养。
1、变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接过程中滑块飞出,造成事故。
2、当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后重新起车焊接。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断,方可进行调节或维修,严禁在设备带电状态下进行调整。
3、设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋系统,不得跨越环筋),以免发生危险。
4、滚焊机在焊接过程中,操作工必须时常注意设备的运行状况,不得远离设备而干其他工作。
5、设备必须接地良好,在工作过程当中一旦发现设备漏电, 应立即停车切断所有电源,待故障排除后方可继续工作。
6、必须做好设备的维护和保养,这点需注意的事情是平时机械一定要定期的维护和保养。


蚌埠建贸机械设备有限公司专业生产 钢筋弯曲中心,品质保证,精品齐全,品质保障,值得信赖,可根据客户要求定制加工,其他型号齐全客户随意挑选。


