

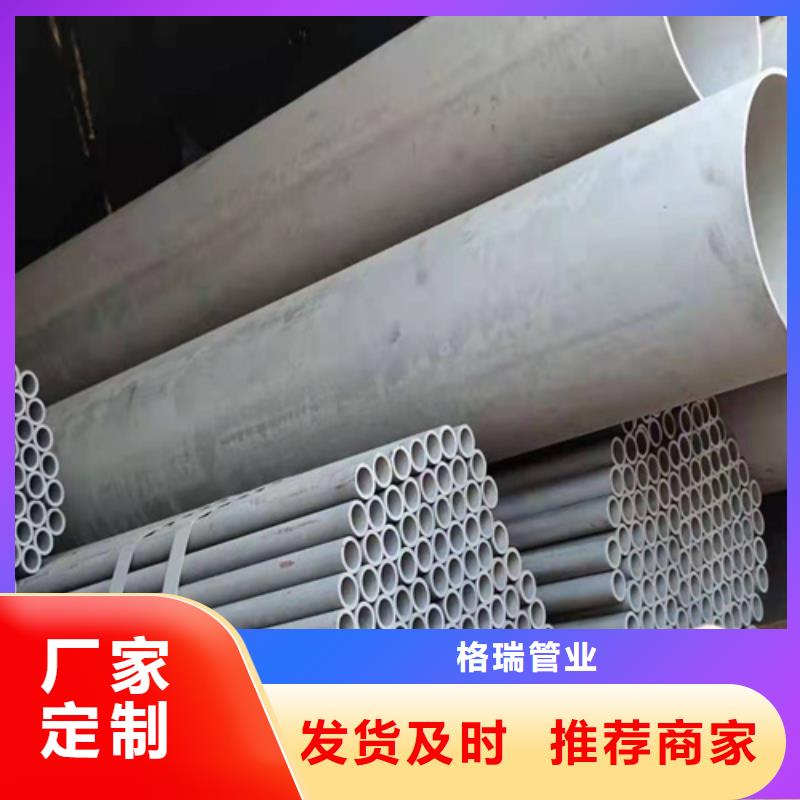
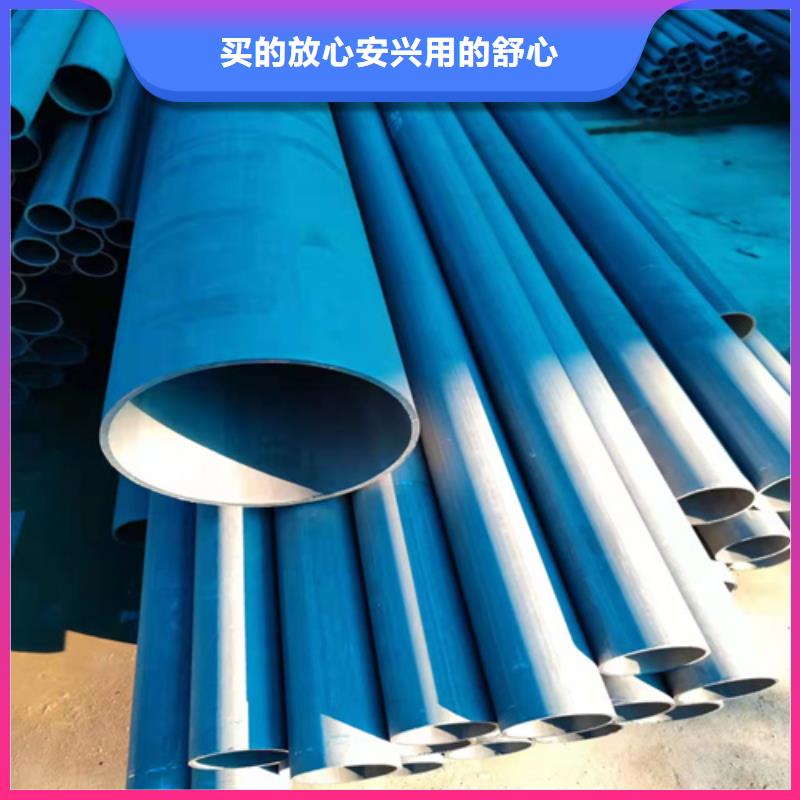






酸洗钝化无缝钢管各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐 本公司不仅自身生产无缝钢管还于成都钢铁集团,湖北新冶钢集团,包头无缝钢管厂,天津无缝钢管集团,广州联众、长城特钢、华新丽华、久立特钢、温州宝丰、山西太钢、上海宝钢、建立长期业务往来,常年销售规格范围∮4mm-1220mm×1mm-120mm的无缝钢管、不锈钢管、不锈钢板、不锈钢棒材、不锈钢方矩管、板材、输送流体管、高、中低压锅炉管、石油裂化管、化肥专用管、船舶用管及国产进口合金管等。
酸洗钝化无缝钢管碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。酸洗磷化,钝化的原理 酸洗钝化无缝钢管无缝钢管酸洗返锈工艺流程 酸洗钝化无缝钢管后如何处理酸水? 酸洗钝化无缝管适用于各种形状的钢铁件的除油 酸洗钝化无缝管适用于各种形状的钢铁件的除油 酸洗钝化钢管的酸洗磷化,钝化的知识 酸洗钝化无缝管适用于各种形状的钢铁件的除油
酸洗钝化无缝管使用方法,将待处理工件用本品处理5-30分钟(视锈蚀情况)后凉干,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞有限公司工件表面再进一步涂装,本品可常温下使用,(8-35℃)就可以形成细致,均匀的磷化膜,钝化无缝钢管酸洗磷化钢管酸洗钝化无缝钢管不需要任何加热设备。它具有工艺简单,操作方便,酸洗磷化无缝管污染低,常温节能,溶液稳定和综合处理成本低的特点。如加热至50-60℃处理效果更快更佳,可采用浸泡,擦洗,喷淋或超声波清洗方法。
酸洗钝化磷化无缝管 槽式酸洗工艺流程及配方(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。(2)水冲。压力为0.8MPa的洁净水冲干净。(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。(4)水冲。用压力为0.8MPa的洁净水冲干净。酸洗钝化无缝钢管(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。(8)水冲。用压力为0.8MPa的净化水冲净为止。酸洗钝化无缝钢管(9)快速干燥。用蒸汽、过热蒸汽或热风吹干(10)封管口。用塑料管堵或多层塑料布捆扎牢固。如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间
