





1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,特别是紫铜片外表的浮皮、油漆、油污 、锈蚀等要处置洁净。
安庆铜止水 2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。
3、在安装的时候要准备并且保证牢固,不能出现变形,裂纹。
4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。
5、止水装置时,其中线应与缝中线重合。
6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空腔内,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。在止水片埋设部位模板进行分缝,两片模板夹住止水片进行固定。
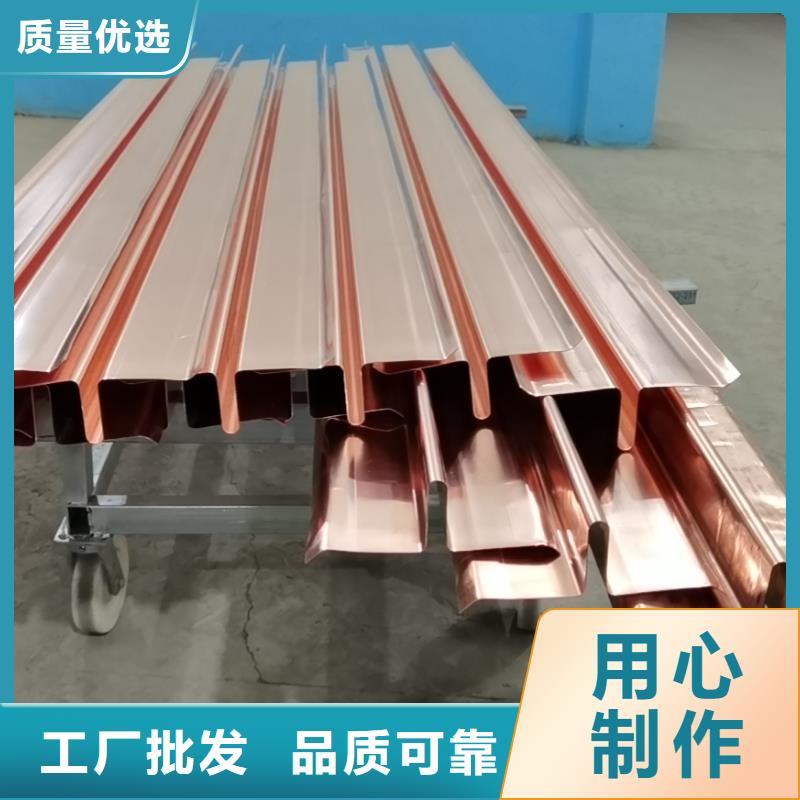
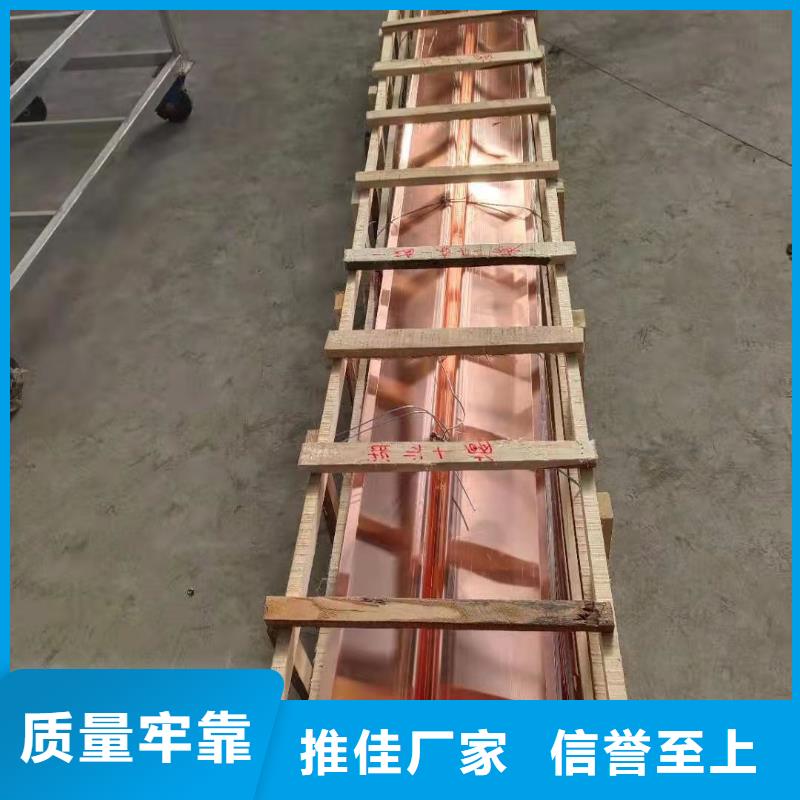
止水铜片型状可分为W型、F型、T型、D型等,根据大样图定制成型。
止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3T2含铜量>=99.8%T3含铜量>=99.7%铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa伸长率30%H01,抗拉强度>=215MPa延伸率为>=25%.
因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。
安庆铜止水 止水铜片根据不同定义分类有多种方法,今天重点跟大家谈谈根据设计安装方向来区分的水平止水、垂直止水、弧形止水他们三者之间的区别,具体在什么地方使用主要取决于该水利工程的具体止水功能与位置,无论是何种建筑物,都需要设置防渗系统,而止水铜片是防渗系统中的基础工程。
止水铜片的水平止水是指:将紫铜铜止水材料安装在水平地面上的安装方式,如道路止水系统以及屋面止水,施工缝设置在底板或者是垂直墙面以及水平地面连接处的止水系统;
止水铜片的垂直止水是指:施工缝设置在墙上的止水系统;
止水铜片的弧形止水是指:安装在涵洞、隧道、船闸等拱形处的止水系统。
水利工程建筑结构各有千秋,不同位置的防渗系统也不尽相同,要做好止水铜片的设计至关重要,止水铜片通
常埋在水工建筑底部或中部、侧面,是关乎整个工程的基础建设,这里我们分特殊性止水铜片设计和普通性止水铜
片设计两大类。
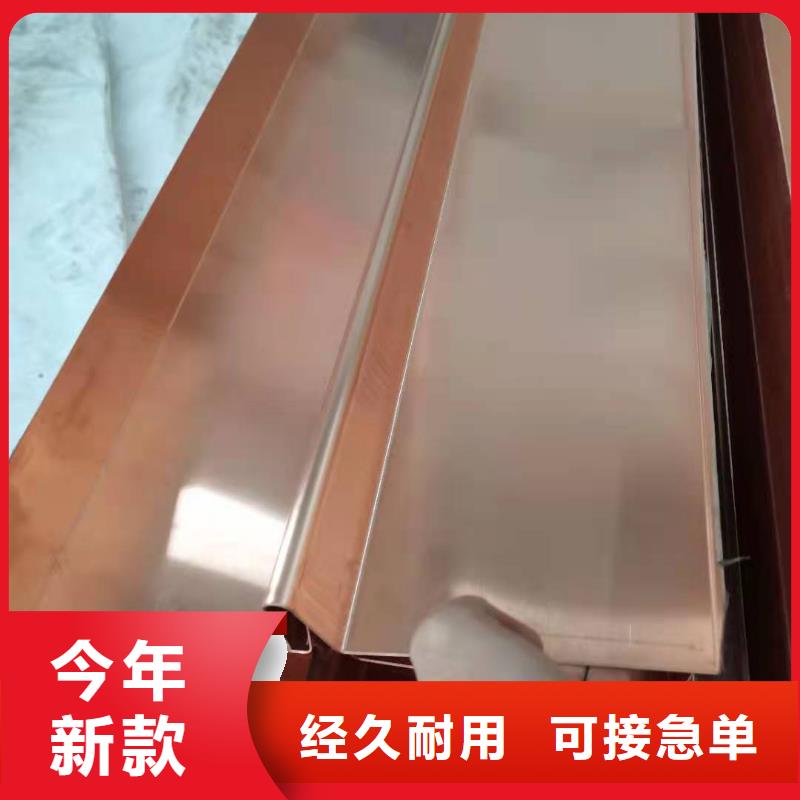
普通性止水铜片通常是指水平止水,根据水工建筑物防渗区域的尺寸选择止水铜片,为了镶嵌牢固一般选择加
工成W型或F型即可使用。而特殊性止水铜片就包含了变形性止水片,特殊性止水铜片其一是指垂直止水、圆弧形止
水,他们都是根据建筑物形状和位置来确立的止水形状。
其二是指针对变形可能性较大的地区而使用,比如地震带,地壳活跃区域,那么就需要使用变形性止水铜片,而根据变形大小,又可分为中部变形型止水铜片波形止水铜片。即在止水铜片的中部设置类似鼻子形状的拱形,这个拱形俗称“鼻子”,这个“鼻子”会使止水铜片有可伸缩的部分,可吸收接缝位移,减小由于接缝位移对止水铜片的影响,“鼻子”宽度和高度的确立需要根据接缝位移的多少来设计。波形止水铜片原理和设计与变形性止水铜片相同,但使用位置不相同,根据面板堆石坝周边等大变形特点而定制的,它也是安装在接缝的表面,其波数和波尺寸同样是根据接缝位移的大小而设计.
紫铜止水常被广泛的使用于各种水工建筑的防渗水、漏水中,安庆铜止水根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
铜片止水广泛应用于各大水工建筑中,为整个工程的防渗水、漏水方面起到了不可磨灭的重要作用。而铜片止水原材料以紫铜加工而成,具有优良的延伸、导电、导热、耐蚀等性能和良好的工艺性能、物理性能、化学性能、机械性能、工业性能等,可随纯度、温度、生产方法、金属组织、塑性变形程度等不同而变化。所以铜片止水可满足水工建筑的不同需求而得到广泛应用。
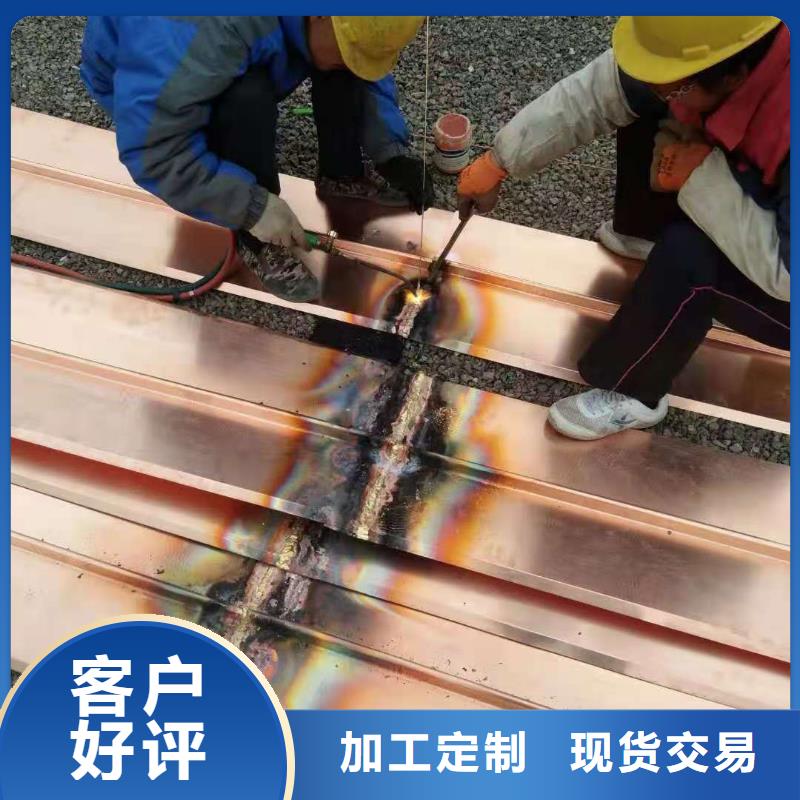
铜止水片(是由紫铜或纯铜生产加工而成),安庆铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。
气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。
其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。
需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。
1.火苗的引燃
焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现安全事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。
