

<锡林郭勒>神悦钢材有限公司
锡林郭勒镀锌无缝管多采用冷拔和热轧制造,冷拔镀锌无缝管多采用冷拔和冷轧协同加工制造。 镀锌无缝管比热轧钢管规格更多。准确、更光滑的表面,常用于机械零件的生产,有的镀锌无缝管在原厂前经过退火处理,有的不经过退火处理。镀锌无缝钢管的硬度大吗?首先我们来了解一下镀锌无缝钢管退火的效果。退火的关键作用是软化金属材料,提高延展性。 它用于各种金属材料的激光器。切削加工;锡林郭勒镀锌管退火是将钢材加热到适中温度,保温一定时间,然后缓慢冷却,获得接近平衡机理的热处理方法。退火的目的取决于均匀的成分、改善物理和使用性能、或减少热应力,以及为零件的终热处理工艺准备机制。大部分设备零件和工人毛坯及模具外壳退火后,可铸、锻、焊零件的热应力和构件的结构不对称。 钢的物理性能可以得到改善和调整,这是下一道工艺流程。 提前准备好您的组织。由以上分析可知,镀锌无缝管退火后成分均匀,金属材料组织变软,延展性提高,金属材料组织变软,延展性提高表明硬度 是降低的,也就是说,镀锌无缝管退火后硬度不易膨胀,反而会降低。镀锌无缝管中常见的钢种,45#镀锌无缝管的硬度较高,作为机械设备零件加工时会进行退火处理。
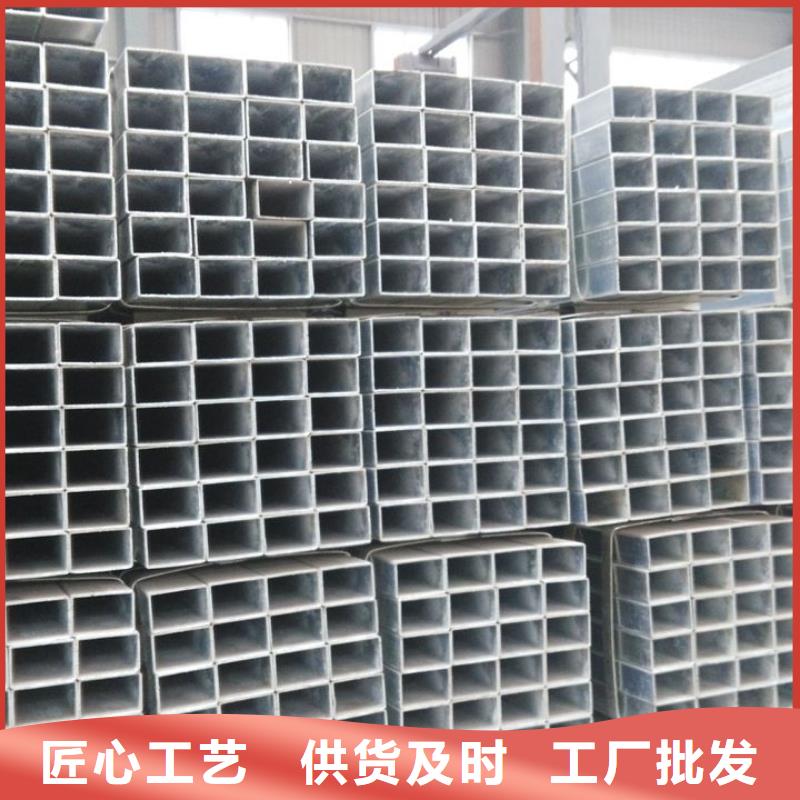
锡林郭勒Q355B镀锌管加工工艺的冷却和润滑、断孔顶边和热轧带钢的冷却质量不仅影响其使用寿命,而且影响镀锌方管内外层的质量控制。 芯棒的冷却和润滑质量首先影响镀锌方管的内表面质量、镀锌方管的壁厚精度和芯棒消耗量; 同时也会影响冷轧时的负荷。 钢坯表面污垢的和控制是指在冷轧变形前立即合理镀锌方管毛细管内外层和废管内外层的锌灰。 控制再空气氧化。 针对镀锌方管内螺纹吹氮喷硼的解决方案,轧管高压水除鳞和等径径进口可以合理改善和提高内外层质量。 要提高华尔钢镀锌方管的整体特性,加大对公司发展的推动作用。这就要求企业提高镀锌扁钢在加工过程中的专业化管理方法,从原材料的采购,到生产过程,到成品入库的检验,在每一个全过程,都有相应的管理计划 应该制定,每个过程都要进行评估,产品要精细化和细致化,体现公司的管理方法,但是这种管理方法的演进之后还是为了产品质量的提高。


钢基材涂层是常用的方法,也是所有方法中有效的。 锡林郭勒镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 锡林郭勒镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。
锡林郭勒热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
