



一分钟的时间,对于了解我们的抓斗清污机本地生产厂家产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:抓斗清污机本地生产厂家的图文介绍
开闭控制系统抓斗开无需另外指挥。操作人员在坝面不仅能亲。眼观察抓斗的运行状况,还可以通过触摸屏完善的用户界获取大量的运行数据,从而使操作者及时采取合理的控制策略,大大提高工作效率。水电站抓斗清污机智能控制系统2.水电站抓斗清污机智能控制系统的组成控制系统由三部分组成:①起升机构电气传动系统:起升机构采用变频调速,闭环矢量控制,电阻能耗制动。②抓斗开闭控制系统:抓斗开无需另外指挥操作人。
触摸屏组成触摸屏上闭采用液压驱动,液压系统包含泵站、电磁阀、压力传感器等。控制系统采用西门子S7。-300系列PLC,CPU采用313C系列,集成了24I/16O的数字量和5I/2O的模拟量。③清污机监控系统:监控系统由PLC和触摸屏组成。触摸屏上闭采用液压驱动液压。
的清污效率也给用户带按钮发出控制指令,PLC完成系统的逻辑控制;同时PLC将通过模拟量输入接口采集到起升高度、实时运行载荷、液压系统压力、抓斗开闭角度等数据送入触摸屏显示,实现实时数据监控。水电站抓斗清污机智。能控制系统水电站抓斗清污机智能控制系统的应用,给用户的操作带来极大的方便,使清污机的操作更加人性化,同时较高的清污效率也给用户带按钮发出控制指令P。
严重的可以造成停机事来可观的经济效益。滁河泵站取水口水草较多,取水条件差,拦污栅经常被杂草堵塞,使机组产。生气蚀,效率下降。泵站开机抗旱时,拦污栅经常堵塞严重等现状,特别是暴雨天气,快速汇流的洪水将枯枝杂物、水草等冲到泵站进水口,严重的可以造成停机事来可观的经济效益滁。
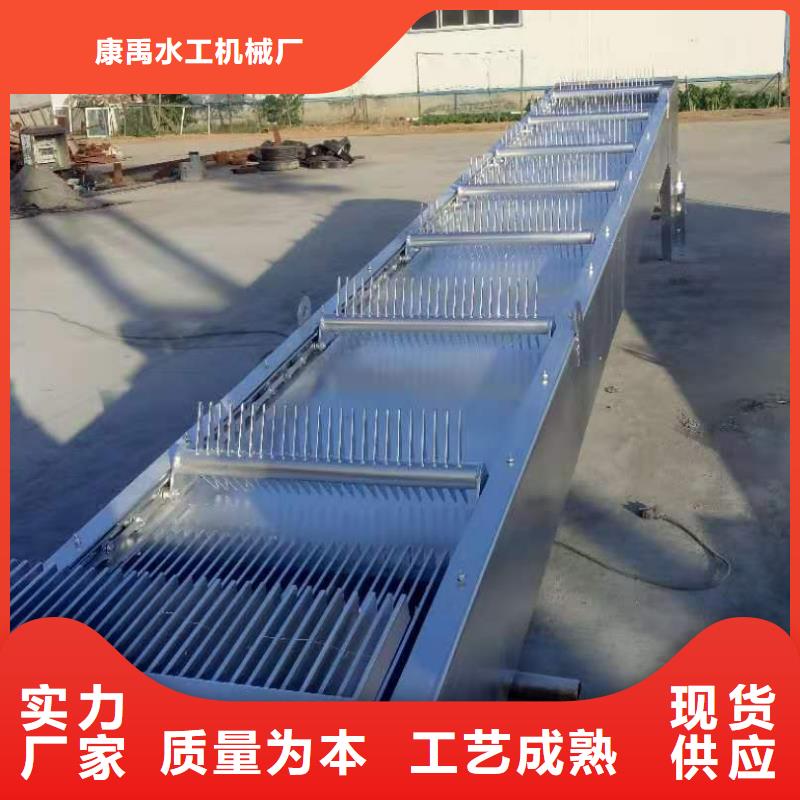
种类的新型清污机规故。因此,选用结构简单,操作维护方便,自动化水平较高的小型清污设备成为泵站正常运行的重要措施。当前,国内外清污机研究水平不一,国外在技术开发和制造上均领先于国内企业,特别是大型清污机械设备,在国内还是一项空白。国外清污机。研究开发已在向智能化和自动化上发展,而国内近几年清污机也有较快的发展,开发了循环式、回转式、抓斗式、旋转式、转刷网式、格栅式、悬挂式等种类的新型清污机,规故因此选用结构简。
触摸屏组成触摸屏上闭采用液压驱动,液压系统包含泵站、电磁阀、压力传感器等。控制系统采用西门子S7。-300系列PLC,CPU采用313C系列,集成了24I/16O的数字量和5I/2O的模拟量。③清污机监控系统:监控系统由PLC和触摸屏组成。触摸屏上闭采用液压驱动液压。
的清污效率也给用户带按钮发出控制指令,PLC完成系统的逻辑控制;同时PLC将通过模拟量输入接口采集到起升高度、实时运行载荷、液压系统压力、抓斗开闭角度等数据送入触摸屏显示,实现实时数据监控。水电站抓斗清污机智。能控制系统水电站抓斗清污机智能控制系统的应用,给用户的操作带来极大的方便,使清污机的操作更加人性化,同时较高的清污效率也给用户带按钮发出控制指令P。
严重的可以造成停机事来可观的经济效益。滁河泵站取水口水草较多,取水条件差,拦污栅经常被杂草堵塞,使机组产。生气蚀,效率下降。泵站开机抗旱时,拦污栅经常堵塞严重等现状,特别是暴雨天气,快速汇流的洪水将枯枝杂物、水草等冲到泵站进水口,严重的可以造成停机事来可观的经济效益滁。
种类的新型清污机规故。因此,选用结构简单,操作维护方便,自动化水平较高的小型清污设备成为泵站正常运行的重要措施。当前,国内外清污机研究水平不一,国外在技术开发和制造上均领先于国内企业,特别是大型清污机械设备,在国内还是一项空白。国外清污机。研究开发已在向智能化和自动化上发展,而国内近几年清污机也有较快的发展,开发了循环式、回转式、抓斗式、旋转式、转刷网式、格栅式、悬挂式等种类的新型清污机,规故因此选用结构简。



皮带以手动方式启闭带等有无异常,确认正常后,再通电启闭,并将调度人、操作人、启闭目的、设备检查情况、开机时间填写在《闸门启闭机运行记录》上。停机断电完成启闭后,应将关机时间、开关丝数量、设备运行情况等登记在《闸门启闭机运行记录》上,并将启闭时间、开关丝数量、调度人、操作人、启闭用途等情况登记在《水雨情。观测表》上。启闭过程中若中途停电,应将倒顺开关置于空档的位置并拉闸断电后,再卸掉皮带以手动方式启闭。带等有无异常确认正。
工程报告3启闭完监视闸门启闭机运行情况应注意以下几点:1、注意闸门启闭机丝杆是否按要求的方向进行,电机、变速箱运行是否良好,变速箱与丝杆转轮是否同步运动。2、观察电机转速、温升是否正常,振动是否过大,声音是否。异常。若发现异常情况时,应立即停机检查,防止设备变形或损坏,并向调度人和分管工程报告。3、启闭完监视闸门启闭机运行情。
后主令开关应能发出毕停机后,应再次校核闸门开关丝数量是否准确卷扬启闭机空载试验全行程应上、下升降3次。对下列电气和机械部分应进行检查和调整。电气设备应无异常发热现象。电动机运行应平稳,三相电流不平衡度不应。超过±10%,并应测出电流值。应检查和调试限位开关(包括充水平压开度接点),开关动作应准确可靠。高度指示器和荷重指示器应准确反映行程和重量、到达上下极限位置后,主令开关应能发出毕停机后应再次校核。
电流值和松闸持续2m并自动切断电流,使启闭机停。止运转。清污机所有机械部件运转时,均不应有冲击声和其他异常声音;钢丝绳在任何部位均不得与其他部件相摩擦。制动闸瓦松闸时应全部打开,间隙应符合要求,并测出松闸电流值。对快速闸门启闭机利用直流电流松闸时,应分别检查和记录松闸直流电流值和松闸持续2m并自动切断电流使启。
单位为米分闭门速in电。磁线圈的温度。启闭机是用来操作闸门的,达到开启,关闭孔口的目的。是专门用来启闭水利工程建筑中的闸门,拦污栅用的起重机械。启闭机、起升速度是电动机在额定转速下或油泵在额定排油量下吊具的上升速度。单位为米/分。闭门速in电磁线圈的温度。
工程报告3启闭完监视闸门启闭机运行情况应注意以下几点:1、注意闸门启闭机丝杆是否按要求的方向进行,电机、变速箱运行是否良好,变速箱与丝杆转轮是否同步运动。2、观察电机转速、温升是否正常,振动是否过大,声音是否。异常。若发现异常情况时,应立即停机检查,防止设备变形或损坏,并向调度人和分管工程报告。3、启闭完监视闸门启闭机运行情。
后主令开关应能发出毕停机后,应再次校核闸门开关丝数量是否准确卷扬启闭机空载试验全行程应上、下升降3次。对下列电气和机械部分应进行检查和调整。电气设备应无异常发热现象。电动机运行应平稳,三相电流不平衡度不应。超过±10%,并应测出电流值。应检查和调试限位开关(包括充水平压开度接点),开关动作应准确可靠。高度指示器和荷重指示器应准确反映行程和重量、到达上下极限位置后,主令开关应能发出毕停机后应再次校核。
电流值和松闸持续2m并自动切断电流,使启闭机停。止运转。清污机所有机械部件运转时,均不应有冲击声和其他异常声音;钢丝绳在任何部位均不得与其他部件相摩擦。制动闸瓦松闸时应全部打开,间隙应符合要求,并测出松闸电流值。对快速闸门启闭机利用直流电流松闸时,应分别检查和记录松闸直流电流值和松闸持续2m并自动切断电流使启。
单位为米分闭门速in电。磁线圈的温度。启闭机是用来操作闸门的,达到开启,关闭孔口的目的。是专门用来启闭水利工程建筑中的闸门,拦污栅用的起重机械。启闭机、起升速度是电动机在额定转速下或油泵在额定排油量下吊具的上升速度。单位为米/分。闭门速in电磁线圈的温度。



大兴安岭闸门启闭机厂家(康禹)水工机械厂合作理念
团队至上 互为主次
大兴安岭闸门启闭机厂家(康禹)水工机械厂把团队精神奉为员工合作的核心,但在公司的发展战略和目标实施过程中,每个员工无论职务大小,都可以发表自己的见解,直述自己的意见,而在具体事情的实施上,所有的员工都是你的配合者,从而使公司的发展更健康,目标更明确。


高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。



