




想要探索钢筋套丝打磨生产线性价比高的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:钢筋套丝打磨生产线性价比高的图文介绍
朝阳建贸机械有限公司成立于2006年,公司员工200于人,公司位于朝阳西南部,交通优越,三条铁路、四条高速公路、四条国道纵横境内,主营: 数控弯箍机,我公司宗旨是以质量求生存,以科技求发展,以顾客为上帝。


不伤工件外表。金属圆锯机又名切管机,而一般的金属圆锯机(切管机),望文生义,能够通切一些常见的金属:铜、铁、铝、不锈钢等。带锯机主要由床身、锯轮、上锯轮升降和仰俯设备、带锯条张紧设备、锯条导向设备、工作台、导向板等组成。带锯床床身由铸铁或钢板焊接制成。锯轮分有幅条式的上锯轮和幅板式的下锯轮;下锯轮为主动轮,上锯轮为从动轮,上锯轮的分量应比下锯轻2.5~5倍。锯床锯切的精度禁绝确是啥原因?a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。



,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。



提前进行地点勘测,了解地下水位情况是否会影响到基坑开挖,从而确定是否需要采取相应的排水措施。其次,可采取沉入桩或灌注桩作为桩基础。二者各有优势,沉入桩与灌注桩作为桩基础时,采取的方法通常是不同的。沉入桩一般采取敲击等方式进行沉桩;灌注桩一般采取正、反循环回转法等方法进行施工。再次,进行沉井基础的施工时,可采取筑岛法。沉井基础,顾名思义。
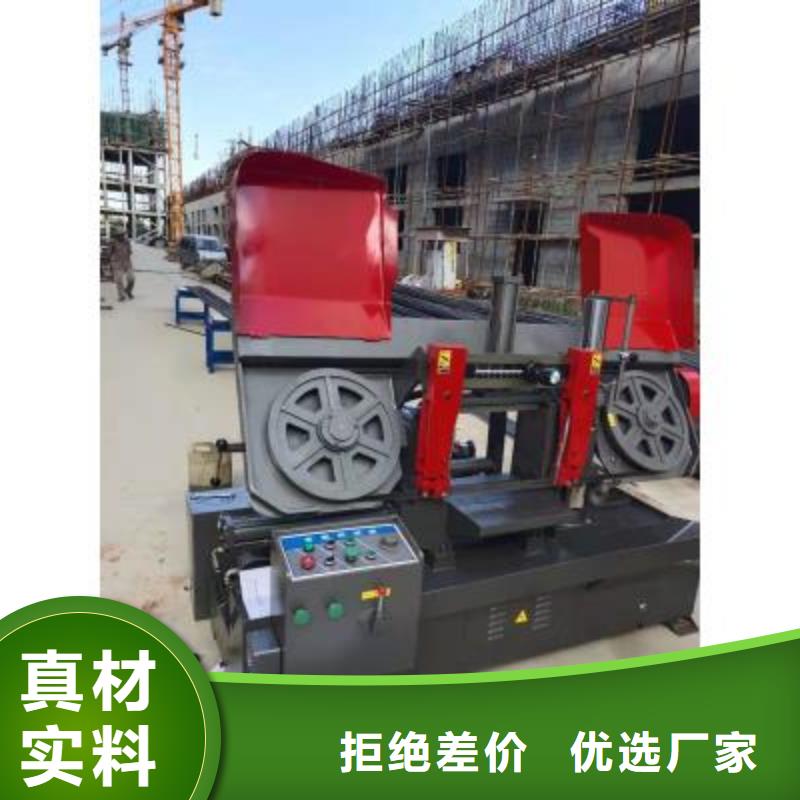
整捆锯切数控带锯床玉门削铁如泥
整捆锯切数控带锯床玉门削铁如泥如果经过以上相关介绍,仍然没有解决,可以及时联系我方锯床技术人员,及时帮助你解决带锯床相关问题。为您分享:浅谈对于带锯床带锯条的常见疑问因选齿不妥形成的要素:1.不论所锯切的工件是实心的仍是管材,不论锯齿适合与否,随意进行切削,这就防止不了形成崩齿拉齿景象。
整捆锯切数控带锯床玉门削铁如泥
整捆锯切数控带锯床玉门削铁如泥如果经过以上相关介绍,仍然没有解决,可以及时联系我方锯床技术人员,及时帮助你解决带锯床相关问题。为您分享:浅谈对于带锯床带锯条的常见疑问因选齿不妥形成的要素:1.不论所锯切的工件是实心的仍是管材,不论锯齿适合与否,随意进行切削,这就防止不了形成崩齿拉齿景象。


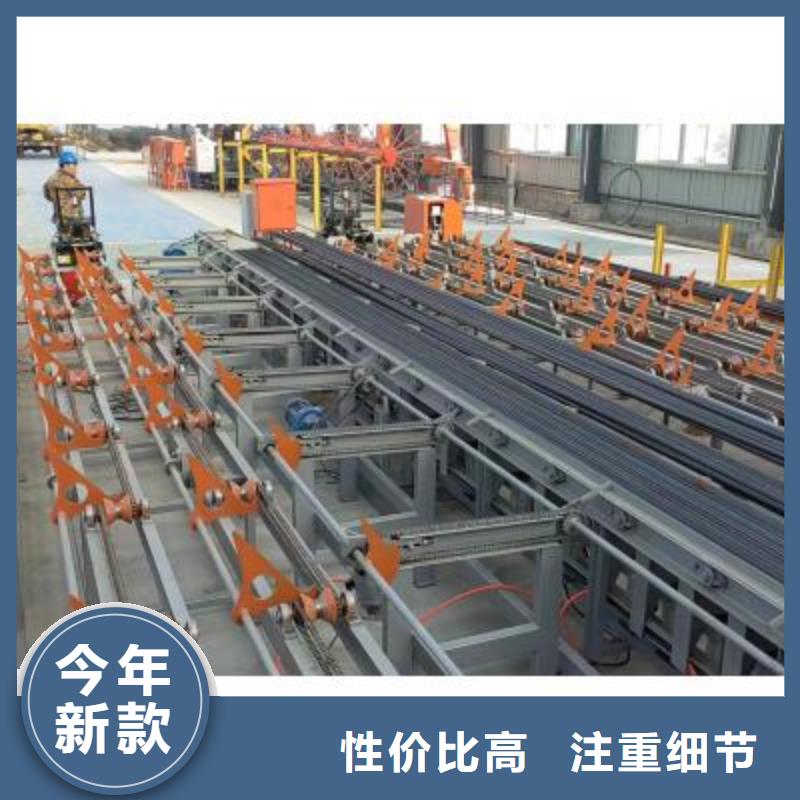
数控钢筋剪切生产线产品特点:1、剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高;2、液压式剪切系统,故障率低,可靠性高,剪切能力强;3、多挡板设计,定位速度快,效率高;4、双向收料机构,成品存放量提高一倍;5、配置套载,可大大提高材料的利用率;6、控制系统:汇川PLC,汇川变频器,威伦触摸屏。技术参数配置:剪切钢筋直径范围:Φ12~40mm;剪切长度范围:1~12m;剪切精度:±5mm;剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28m×3.3m×2.5m 电控系统:380V,50~60HZ 液压系统:系统压力31.5Mpa,液压站电机18.5KW剪切能量表(三级钢,57kg/mm2)(注意:剪切钢筋数量要在能量级以内)



