

nmgsy<伊犁>神悦钢材有限公司
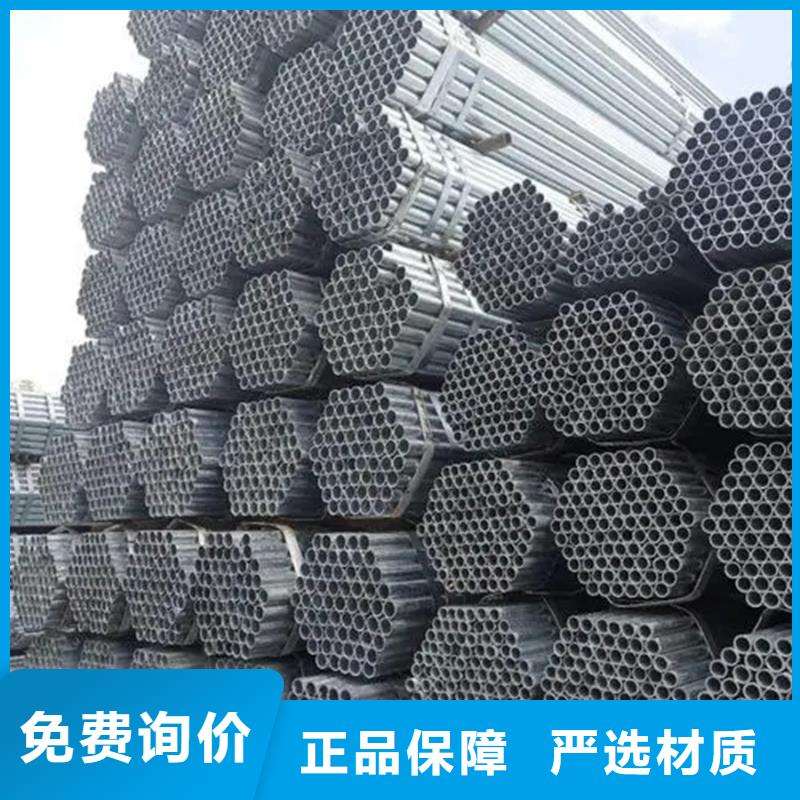
要提高伊犁热镀锌管的整体特性,加大对公司发展的推动力度。这就要求企业提高镀锌扁钢在加工过程中的专业化管理方法,从原材料的采购,到生产过程,到成品入库的检验,在每一个全过程中,都有相应的管理应该制定计划,对每个过程进行评估,对产品进行精细化和细致化,体现公司的管理方法,但是这种管理方法的演进之后还是为了产品质量的提高 作为伊犁热镀锌钢管的加工制造,无论是加工工艺的标准,还是质量检验的规范,都应该从产品本身出发,制定一套相应的产品管理制度。只有严格的管理方法,才能提高热镀锌钢管的加工能力。因此,公司的管理方式是一种深度创新的管理方式。只有做好这种管理方式,才能体现公司未来的发展趋势。为了更好地满足不同客户的要求,现阶段热镀锌钢管的规格和型号非常丰富多彩,同时其生产材料也包括种类繁多。 伊犁热镀锌钢管可以做不锈钢板成品,也可以做焊接钢管的坯料和叠层金属板的薄坯。那么,在加工制造热镀锌钢管的情况下,有哪些关键的加工步骤呢?扁钢毛用左右两套重叠定位轮对细粗位置进行预校准,然后拉直。下面是利用一对相对布置的铸轮挤压热镀锌钢管的整体宽度,使其整体宽度能够达到估算的主要参数。
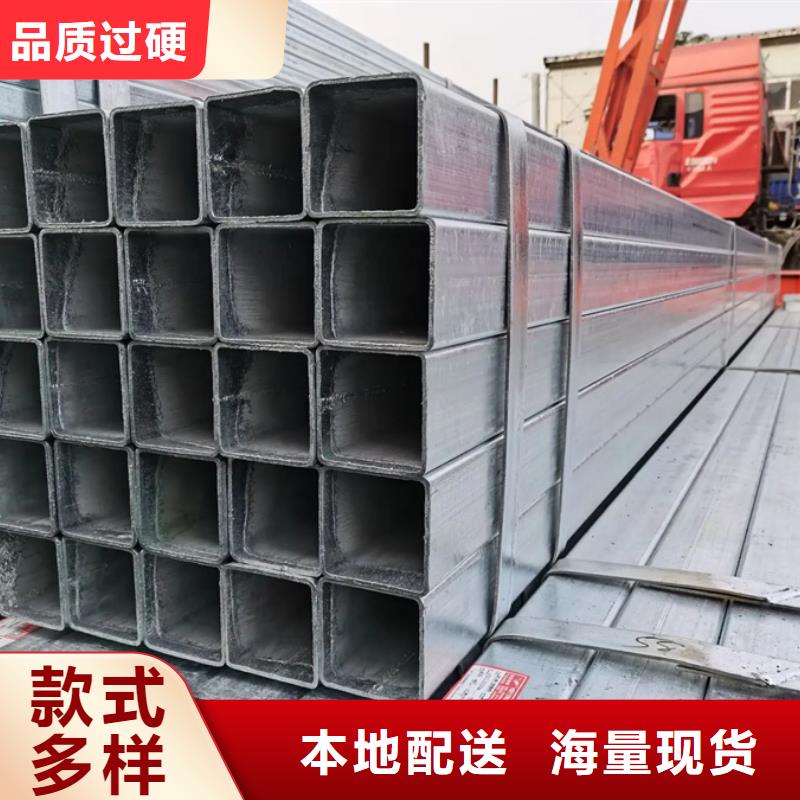
为什么说伊犁镀锌方管适合做温室大棚用,温室的框架由圆铜或钢管制成,多为无柱温室。由于材料和焊接方法的不同,伞裙的种类很多。在我国,有很多桁架式钢架温室和装配式镀锌带管温室。 温室所有骨架均由工厂按定型设计生产,标准总成运至现场安装。 目前国内主要生产跨度为6米、30米、8米、42米、10米、66米等不同类型的装配式镀锌温室。 它的高度为2至3米,均为拱形圆形温室。 棚体由北向南延伸,棚内无立柱。 预制温室骨架由钢管制成,拱杆、纵筋、膜槽、膜弹簧、棚头、门、侧通风装置等,由各种夹具组装而成。 温室拱杆由两根直径25~32mm的弧形镀锌方管对接,顶部有套管; 伊犁镀锌管每1米使用一根拱杆。 纵肋用直径25mm的镀锌方管用拉杆和销钉连接,拱杆用横管卡箍固定在其上; 整个棚由6根纵肋连接为一体。 温室棚头用6根直径25毫米的钢管柱固定在拱杆上。 温室内有6个纵向薄膜槽,用槽管和十字夹固定在拱杆上,薄膜用薄膜弹簧固定。 棚头横向薄膜槽用平行槽管固定在拱杆上,棚头薄膜也用薄膜弹簧固定。 安装时先按现场图纸布置线路,沿棚内侧挖一条0.5米深的沟渠。 先压南北棚头,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。


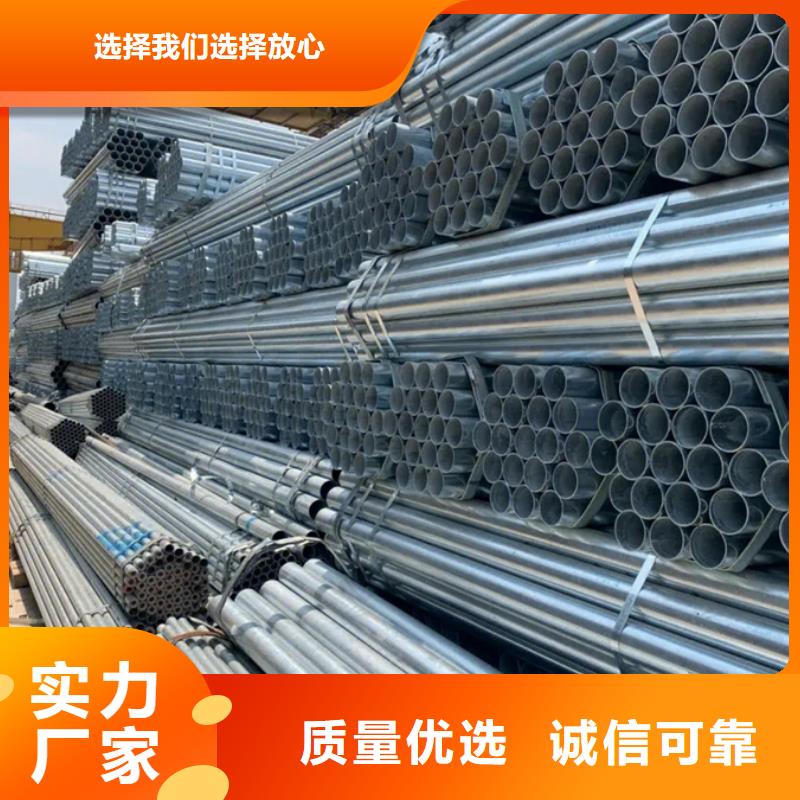
伊犁镀锌管无论涂层质量好坏,涂层是镀锌无缝管生产中的关键工序。 直接影响到镀锌无缝管装饰设计的实际效果。影响镀锌无缝管涂层质量的关键因素有四个。自然通风特性保证了镀锌无缝管的涂层表面质量不会受到环境的污染。此外,加工工艺标准因温度变化而立即发生变化。建筑涂料原料和镀锌无缝管是整个涂装过程中影响涂装质量的要素,因为建筑涂料批号中间存在偏色现象,建筑涂料的粒径不足,涂料率不高。 溶剂和分层的协调性不好,会立即影响涂料的实际效果,造成缺点。合金铝板的凹凸不平、膜厚不均、边缘拉伸应变不良也会立即影响产品质量和整体应用。因此,在选择原料时,应严格控制。机械设备涂装线规定涂装机械设备完好,镀锌无缝管涂装机械设备运行平稳,不得有水平和垂直振动,要求涂装辊仔细地面。涂布机的所有辊子都是水平的,振动必须控制在允许的范围内,否则会严重影响涂布表面的质量。
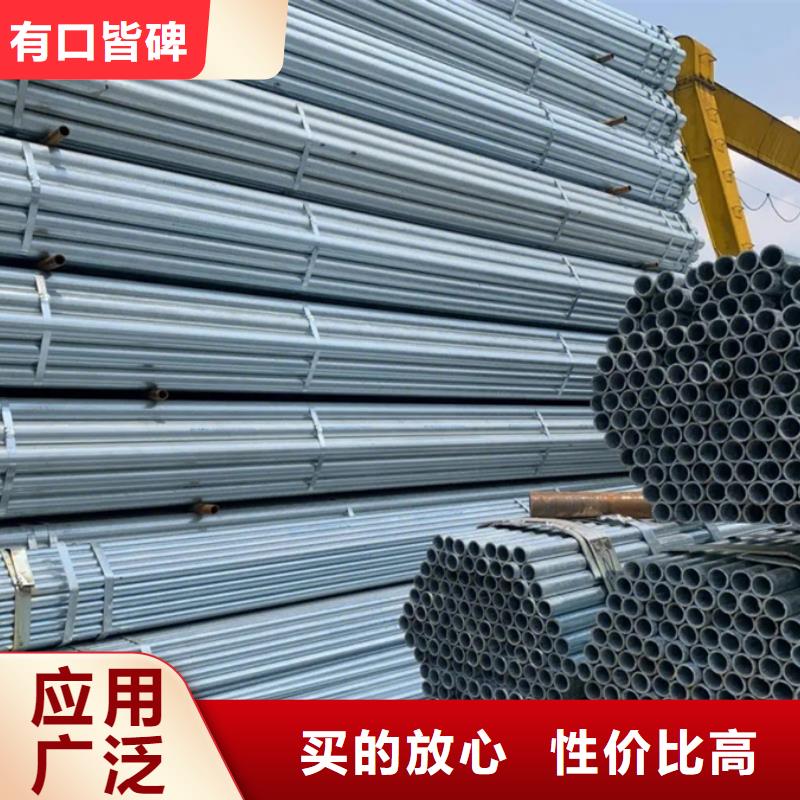
伊犁制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 伊犁镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。
