
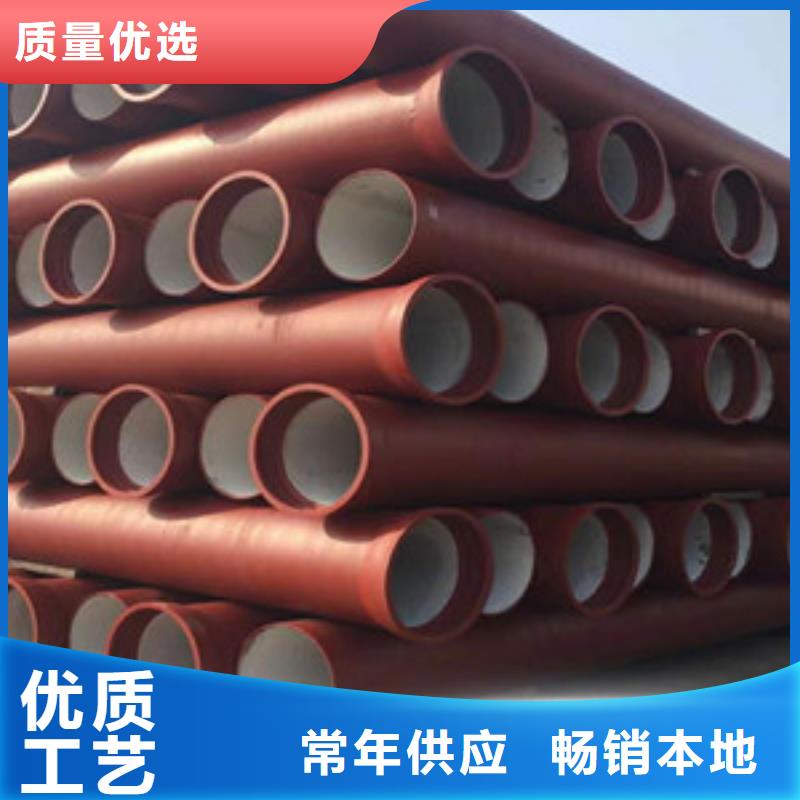



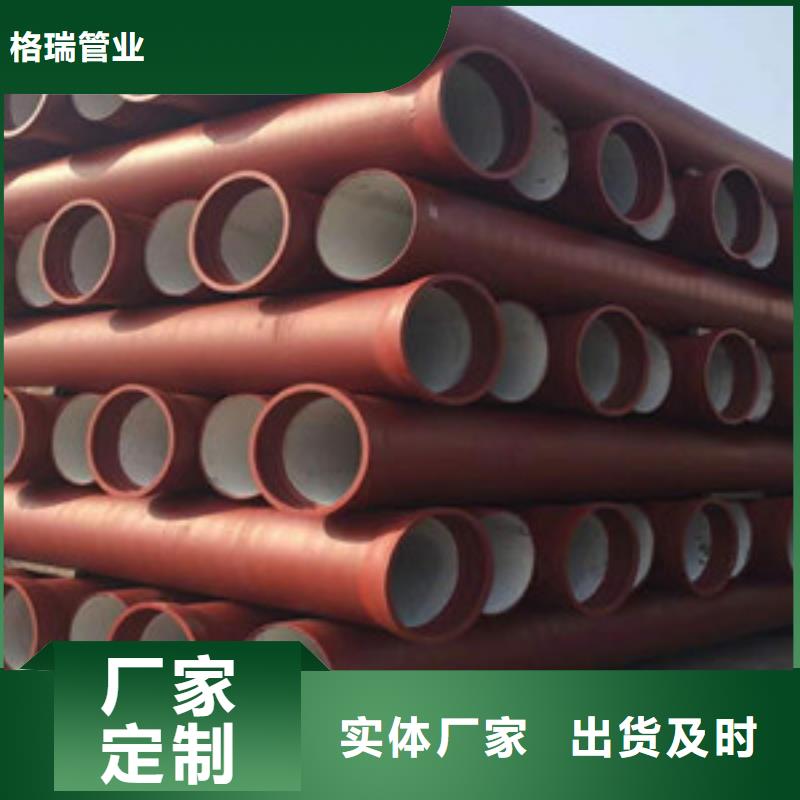


水冷金属型离心铸管机浇铸而成,经过退火,承插口修整,水压试验,衬层水泥,水泥衬层养生,水泥内衬,外壁涂敷沥青漆,沥青漆烘烤,球墨铸铁管承口防锈处理,喷头及包装等多道工序的精心处理,具有度,高延伸率,耐腐蚀的钢筋铁骨。柔性铸铁管是指材质为灰铸铁,经过高速离心机铸造而成,采用柔性连接,橡胶密封圈密封,球墨铸铁管螺栓紧固,公司以雄厚的技术力量和的加工检测设备,按照GB/T2772-2008标准,生产的离心铸铁管及管件,组织致密,抗压强度高,壁厚均匀,做工精细,内外表面光滑,品种齐全,可广泛用于化工楼层,室内外,建筑给排水工程。150指的是零件的抗拉强度,德标中灰铁件的表示方法G等等。
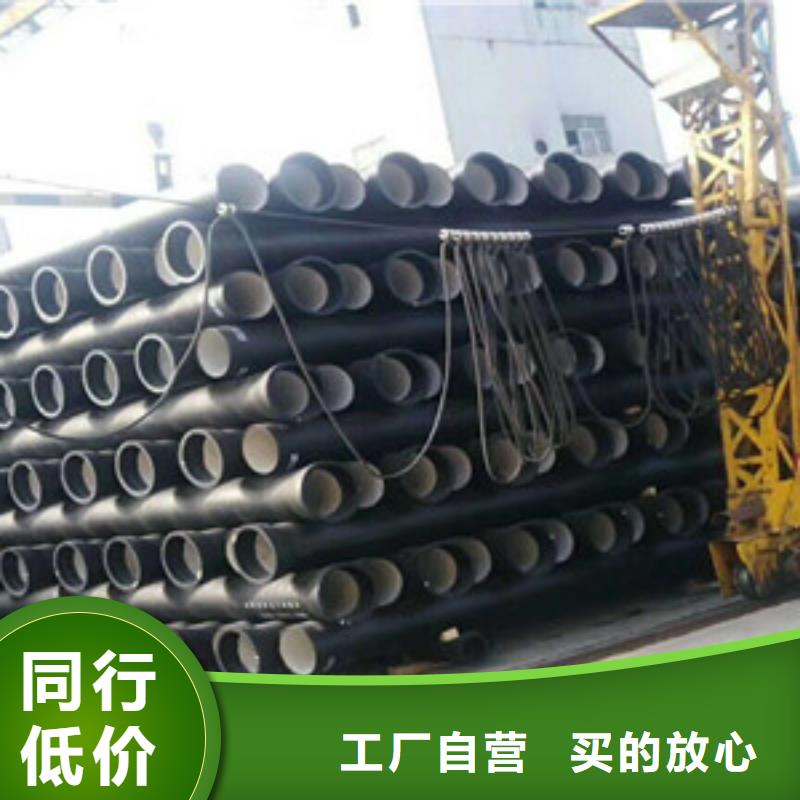
管壁的力学性能差异较大,内壁共晶渗碳体,珠光体的分解和转变,使石墨球长大,组织体积膨胀,导致铸管径向尺寸变大,石墨化程度越高,石墨球越容易长大,从而体积膨胀越大,而渗碳体,珠光体的分解是需要一定的温度和时间要求的,试样的球化率达到了的国标要求,靠近内壁的球化率为6级,为管子内壁夹渣,杂质元素多造成;外壁球化效果较中心和内壁好;外壁组织中莱氏体化严重球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
球墨铸铁管给水PE管则采用一次性挤出成型;生产过程分为六步,优质原料(专用料)——先进设备(原料及生产设备)——先进工艺(超声波在线控制)——严谨的过程(六大过程),有完善的质保体系(ISO9000及批量管理追溯制度),更安全,更环保!技术可行性分析钢铁工业颗粒物:烧结机头产生的烟气量大,温度高(100-180℃),河北省钢铁企业采用四电场静电除尘可以达到50mg/以下,经四电场静电除尘后烟气再经活性焦脱硫脱硝一体化+袋式除尘器、循环流化床+SCR(或氧化脱硝)工艺进行脱硫脱硝。据对企业实际运行情况调研,机头烟气颗粒物排放浓度可控制在10mg/m³以下。

球墨铸铁管图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。耐久性好,刚度大,造价上有很强的竞争力。在工业革命以前,拱桥是世界各国内河主通航孔的佳选择。当时,拱桥都为满堂支架施工,在防洪上有较大风险。我国工程师把给水支架施工的钢管混凝土拱桥及劲性骨架混凝土拱桥获得飞速发展。球墨铸铁管钢管混凝土拱用作劲性骨架,并创造了巧妙的调载技术,提高了经济性,降低了施工风险。现代拱桥的标志和成就也体现在拱图实现了无支架施工在我国高速公路和铁路大规模建设的推动下,无在桥梁的四种桥型中,拱桥受力为合理,其承力结构—一拱圈处于小偏心受压因此没有疲劳问题,一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。

