
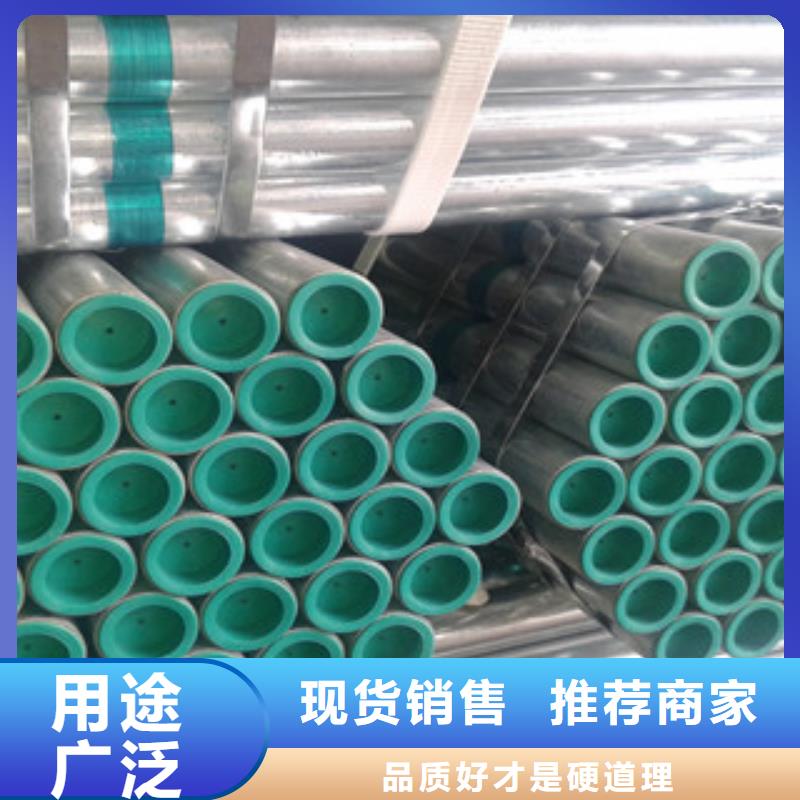

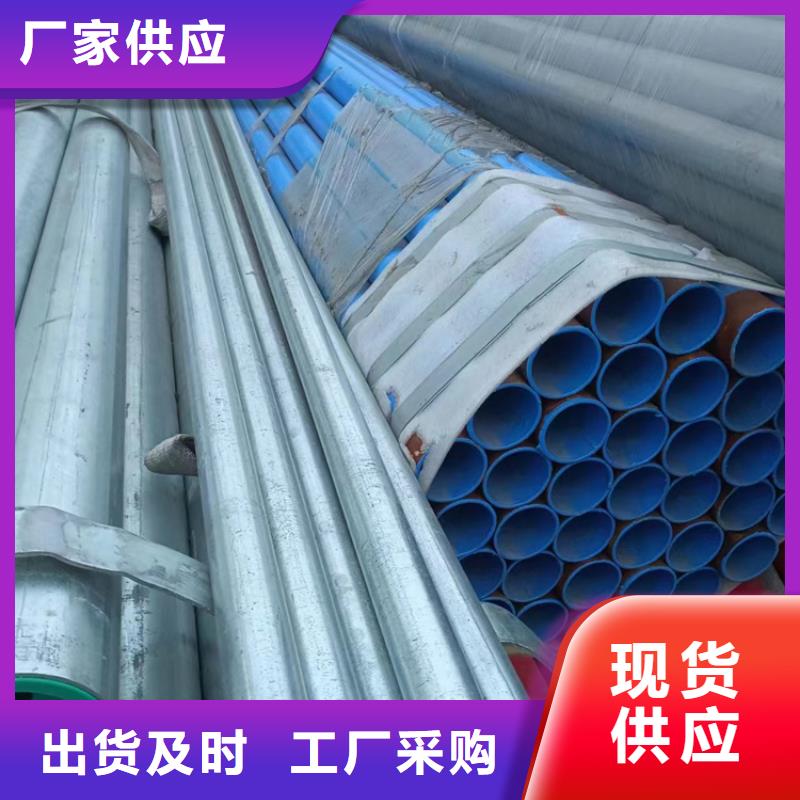
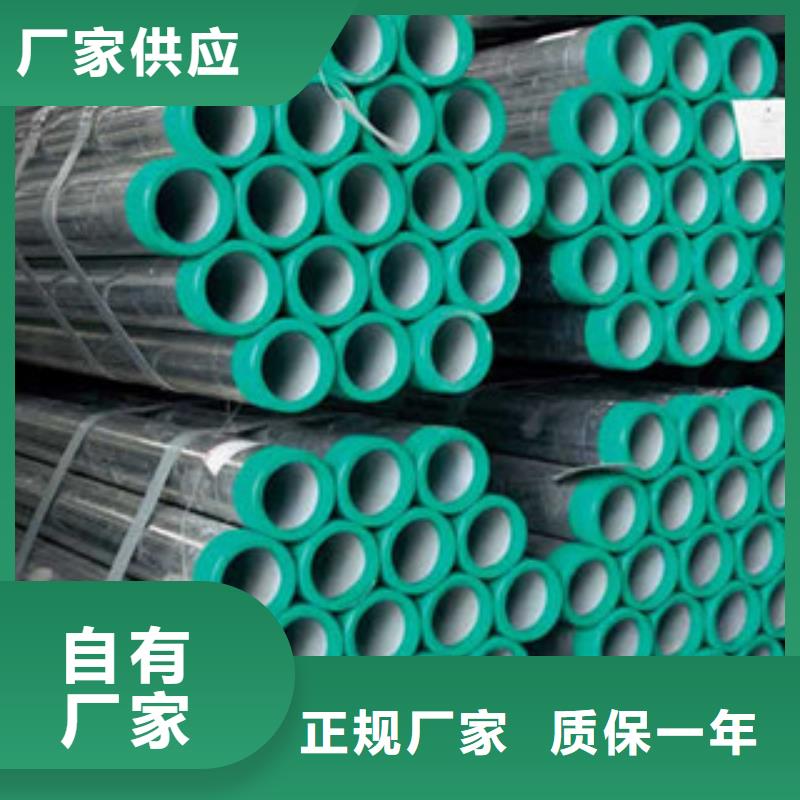
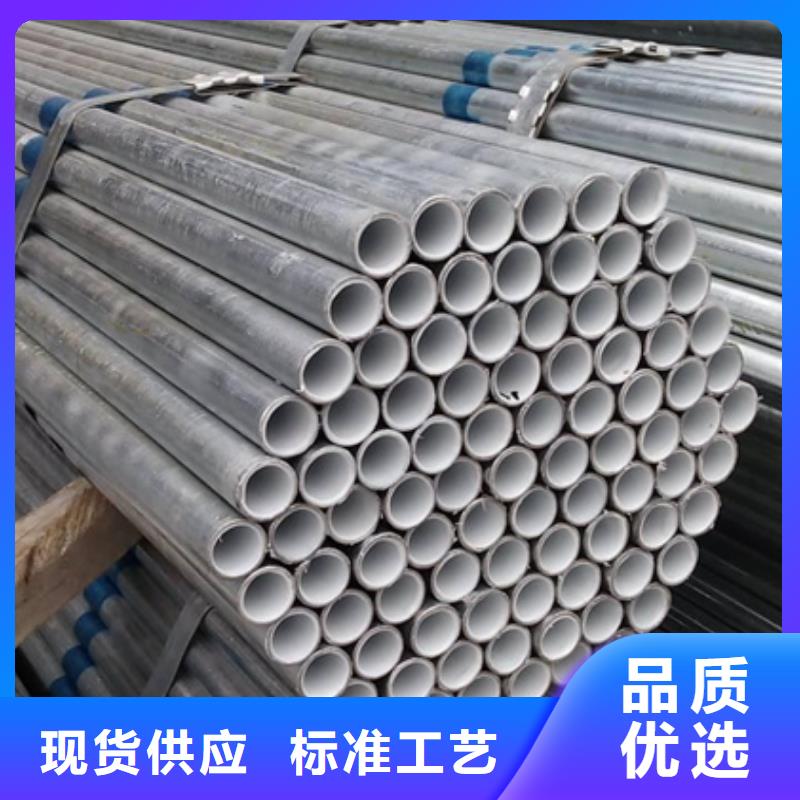





内外涂层具有优良的耐化学腐蚀性能,使衬塑管道寿命成倍提高,它的卫生条件好,避免水质污染,内外涂层可根据不同使用条件涂覆不同材料,真正做到定制生产。 内外涂层的主要目的是防腐蚀,其管件同样也要起到防腐蚀的效果,否则管道防腐起不到效果的,管件也是内外涂塑的一般用的是沟槽管件,压槽机同普通管的一样,管件分为内外涂塑环氧树脂。 通过使用化学和电解两种方法做酸洗处理,可以去除氧化皮铁锈旧涂层,有时可用其作为喷砂除锈后的再处理。 衬塑管道的防腐防锈就是可以借助内外的图层和酸洗处理来实现,这三个方面做好了之后就可以实现它的产品特性,保证它的使用时间和质量。 衬塑管道的管路建设 衬塑管道的管路应根据建设投资运行费用和其他技术因素综合考虑决定,也要根据传输流质的特点来进行选择建设,并且其中的连接方式就是一种特别重要的工序。
衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。停转时,卸下密封面工装后 次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。衬塑防腐设备的衬塑事项就介绍到这里了,只有掌握正确的衬塑事项,我们才能避免操作过程中出现误差,所以以上介绍的几点注意事项,希望厂家和操作人员都能特别注衬塑钢管内衬层材质有哪些
衬塑管是由多种改性共混聚合物与钢管机械镶衬复合而成或涂覆复合而成的复合钢管,既保留了钢管的强度和传统的连接方法,而且经过塑料材料不同的改性,充分发挥了塑料材料的耐腐蚀、抗老化、高耐磨、无锈、、内壁光滑等特点。改性后的衬塑管道,可达到 卫生标准,经改性后的耐腐蚀的衬塑管,是石油、化工、电力、煤炭、轮船、码头等行业的工业管道的替代产品。衬塑设备采用了先进的科学方法 技术,将钢塑设备钢体融为一体,是一种新型的容器,它既具有钢制品的机械强度性能,又有四氟耐腐蚀、不结垢、不易生长生物。因为现在很多的化学物质带有一定的腐蚀性,而且设备大部分是金属制品。那么,该设备本身对喷涂型涂层的要求有哪些呢?喷涂设备:聚乙烯粉末火焰喷涂运用衬塑设备。喷砂预处在喷涂四氟前,选用压力式喷砂设备,运用刚玉砂进行喷砂预处理。外表预热:基体外表预热的意图是除掉外表潮气,使熔融四氟滋润基体外表
在选购产品时,厂家可以根据客户的实际需求,相应的材质的衬塑材料,从而达到适用于酸、碱、盐类液体、海水、纯水、油类等各种具有腐蚀性介质的场合。衬塑管道不仅内衬层要耐高温、耐腐蚀性强,还要保持钢管耐高压、耐冲击的特性。所以选择时一定要根据所输送产品的特性来选择材质。衬塑防腐设备在衬塑的过程中,为了保证产品的质量,操作时我们需要注意一些事项,以免出现错误,导致其质量下降。接下来我们就详细的了解一下它的衬塑事项。不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
