




一分钟的时间,对于了解我们的数控钢筋锯切生产线按需定制产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:数控钢筋锯切生产线按需定制的图文介绍

攀枝花建贸机械有限公司本着诚实守信的原则,互惠互利的精神于您携手并进,共求发展,欢迎全国各地新老客户前来电洽淡采购 数控弯箍机。


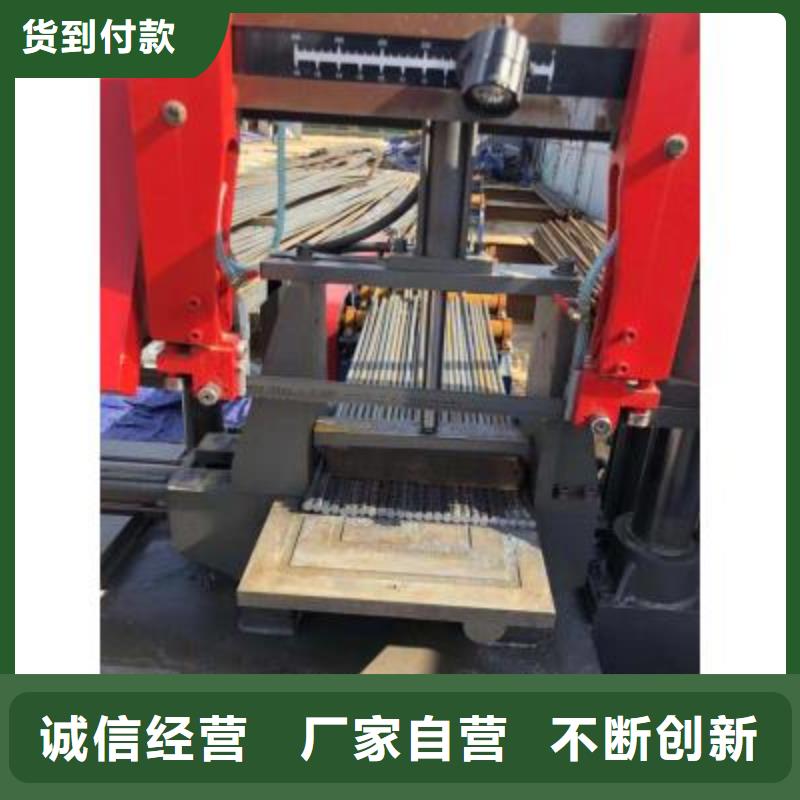
数控钢筋锯切套丝生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。而且可以运用市场上的左牙圆板牙制作左旋螺纹。制作出来的螺纹标准。螺纹一次成型,速度快。(因为圆板牙本身就是通用的标准件).套丝过程中,工件不转,板牙转。所以再长的工件也能制作螺纹。



班前保养
(1)严格按照润滑图进行注油(脂),并保养油量适当,油路畅通。无锈蚀、无漏油、无“黄袍”滑动面无拉伤划痕。
(2)检查安全装置是否完好,使之安全可靠。
(3)检查电机接线、电器控制装置是否良好。
(4)金属圆锯机空运转10min左右,检查、调整主传动各部位,做到运转正常,皮带松紧合适,圆锯片安装正确、无松动;检查、调整液压系统,使之手柄操纵灵活,“夹紧”、“起料”、“进刀”、“回程”、“松开”等动作准确无误,液压油不低于刻度线,泵工作可靠,液压管路无泄漏;检查、调整冷却系统,使冷却液充足,双金属带锯床哪家好,无杂质、不变质、无泄漏。
2.班中保养
(1)经常注意金属圆锯机主传动各部位、润滑、液压、冷却系统及虎钳等工作是否正常,液压、冷却系统有否噪音、泄漏,锯刀箱的油不得低于油标上刻线高度的1/3。
(2)查看电机、电器的运转、温升、声响、振动等情况。
3.班后保养
(1)将各操作手柄(开关)置于空档(零位),断开电源、气源开关。


近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。



