



文字再美,也抵不过视频中的绿洲金属科技有限公司不锈钢复合管护栏图片可按时交货产品真实呈现,赶快点击观看吧!
以下是:绿洲金属科技有限公司不锈钢复合管护栏图片可按时交货的图文介绍
榆林绿洲金属科技有限公司坐落在风景秀美、交通便捷、人文荟萃、美丽的 304不锈钢复合管之都——榆林,区位优越,交通便捷,基础设备齐全。作为一个 304不锈钢复合管的科技企业,公司吸取了国内外众多的先进知识和管理精华,使自身成为专业化的管理队伍,该队伍具有很强的事业心、责任心和使命感;且在多年的实践和摸索中,形成了“注重人才、注重技术、诚德为本、专业化管理、以创新为己任”的核心经营管理理念。


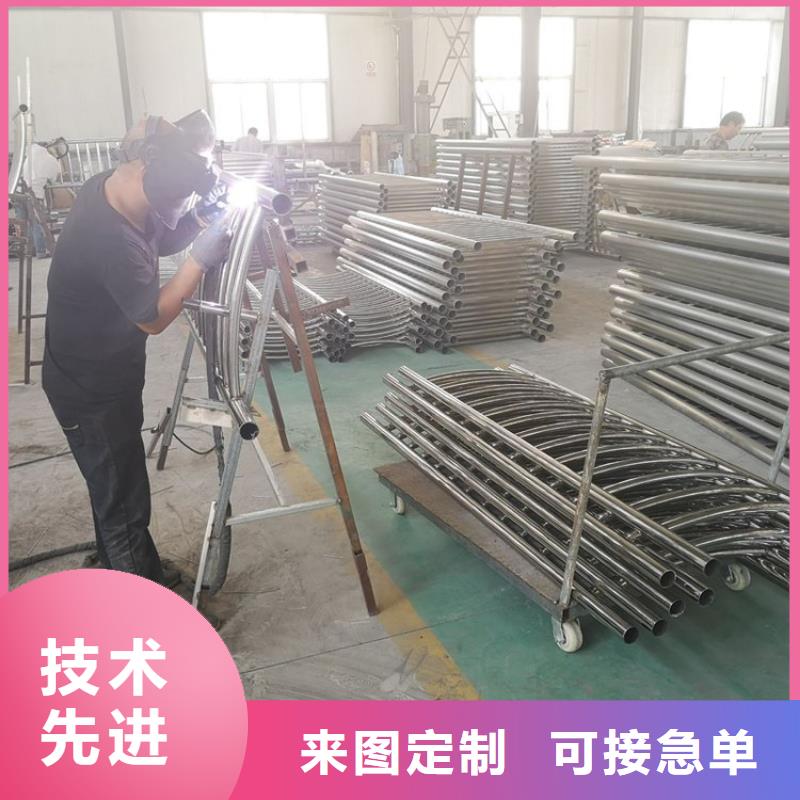
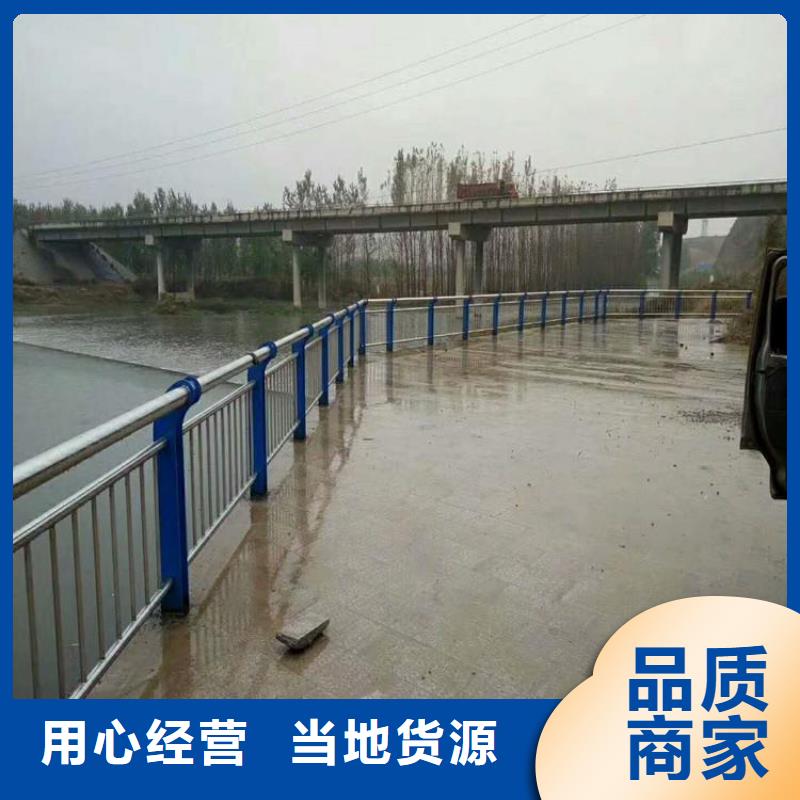
不锈钢复合管护栏桥面钢栏杆生产技术要求 1、立柱板采用Q235材质,需两侧各焊接一块耳板及钢地板,立柱与耳板、钢地板焊缝必须无漏缝,杂渣现象,立柱孔边做圆角处理,防止穿管硬角划伤扶手圆管,以及工人穿插栏杆与扶手时割伤,外观采用热浸锌工艺做防腐处理; 2、栏杆扶手采用无缝钢管,栏杆扶手承插部分焊面平整,末端做封闭处理,保证表面平整光滑,焊接处没有明显焊缝,外观采用热浸锌工艺做防腐处理; 3、踢脚板钢板加工切边需平整,板面须顺直,生产运输中防止变形扭曲,外观采用热浸锌工艺做防腐处理。 4、扶手栏杆每段钢管上设置一处防转(防窜动)端板,防转板焊接应牢靠严密,板与无缝钢管垂直,外观采用热浸锌工艺做防腐处理 5、结合热浸锌工艺要求,每段钢管上设1-2个回流孔,开孔朝下,防止雨水堆积。 6、栏杆两边均应套螺丝,用双螺母连接固定,栏杆扶手、立柱应做到横平竖直,整体美观,必要时要进行外观打磨修饰。



不锈钢复合管护栏焊接要领 1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min. 2.将对焊处两端磨坡口。 3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。 4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。



