
别再错过任何细节!花费一分钟观看翅片管焊机按需定制产品视频,让您的购买决策更加明智。
以下是:翅片管焊机按需定制的图文介绍


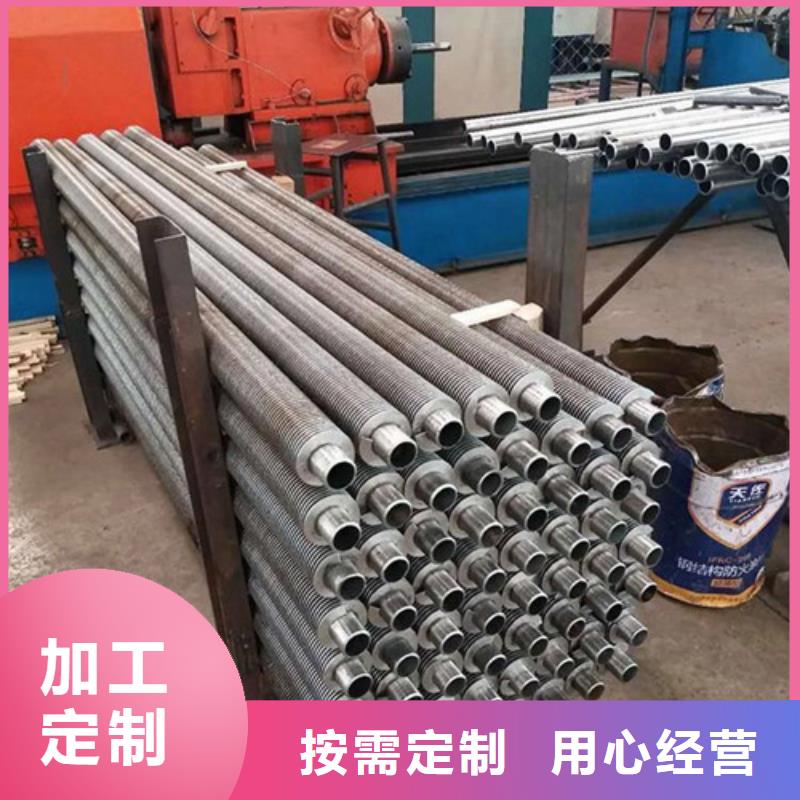
1、当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、当地 防腐性能、当地耐磨性能、当地低的接触热阻 、当地高的稳定性、当地防积灰能力。3、当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、当地功率、当地工件成形角度、当地挤压力、当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。



在激烈的 换热管市场竞争中我们期待与您携手乘风破浪,互惠互利实现双赢共同发展。 换热管产品曾在深圳质检局的抽检中多次受到好评,多种产品获得各种奖项。本着“客户至上,品质如一”的服务宗旨,深圳建顺金属制品成立伊始就成立了售后服务体系,为我公司的客户提供完善的服务。


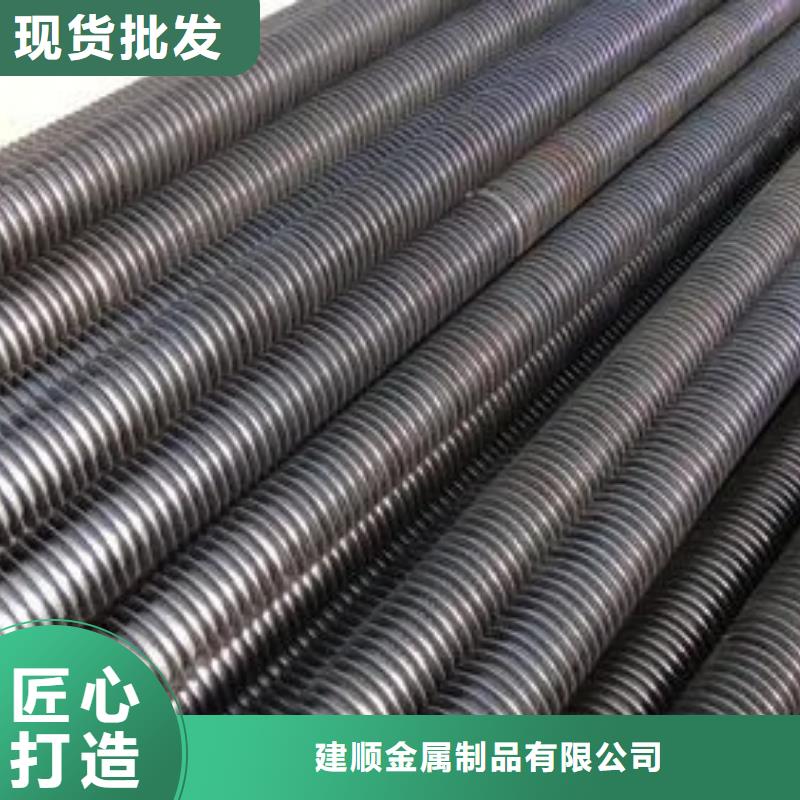
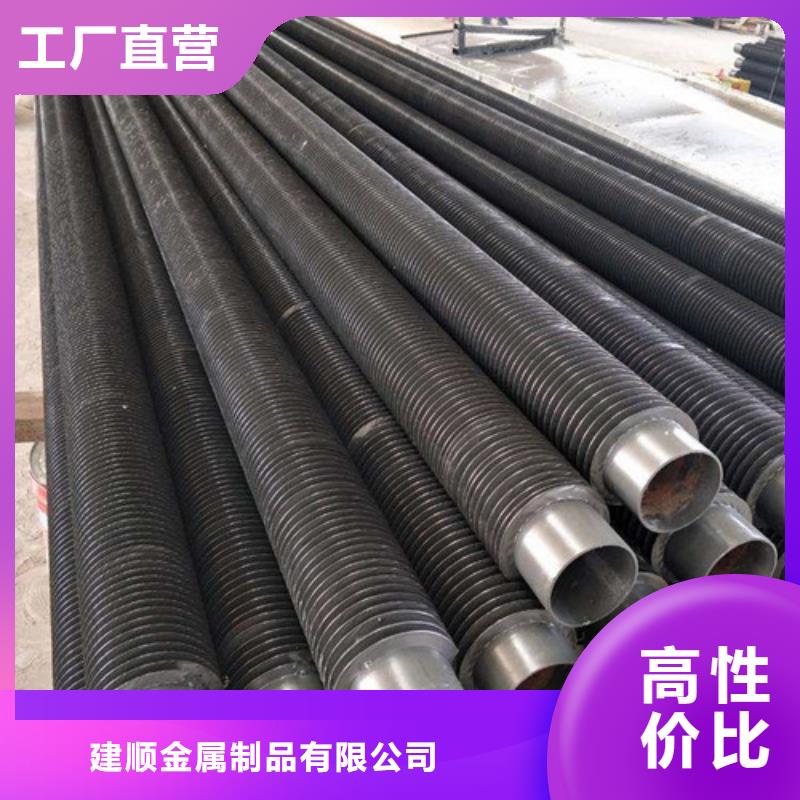
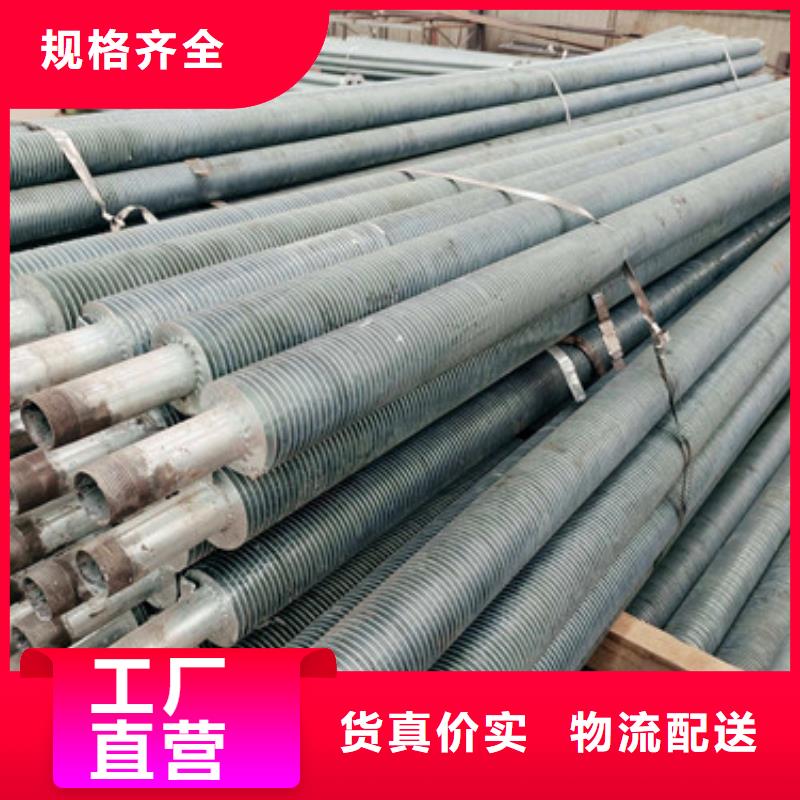
三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、铜等,一般是冷轧成型。



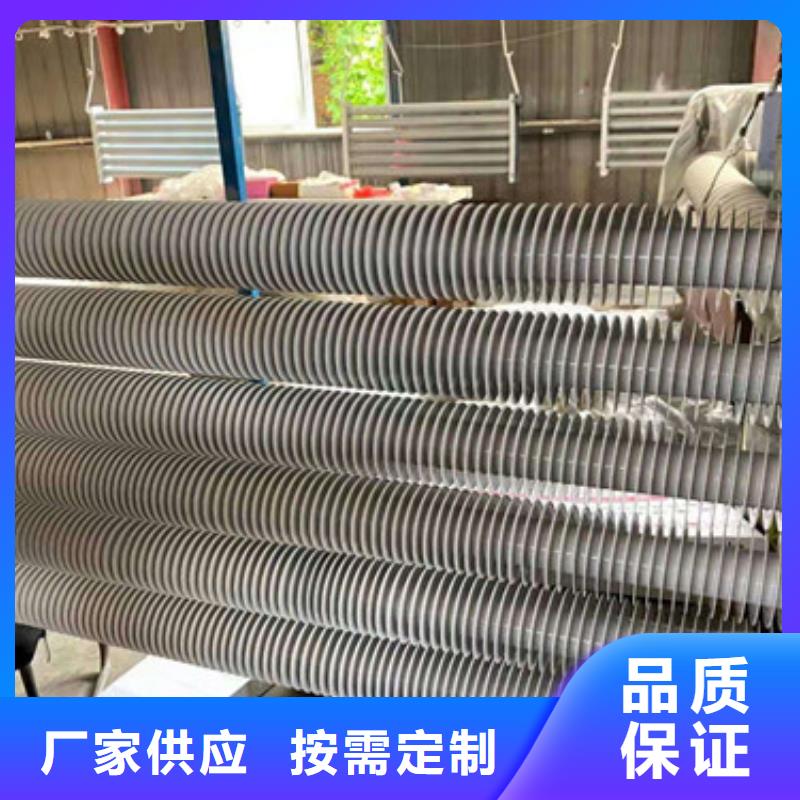
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。

