

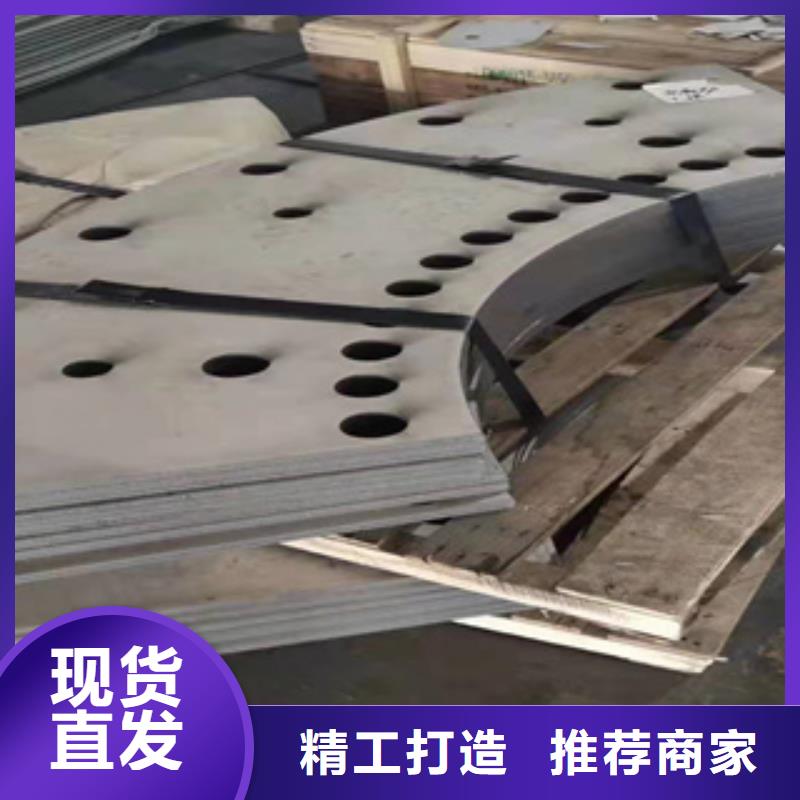

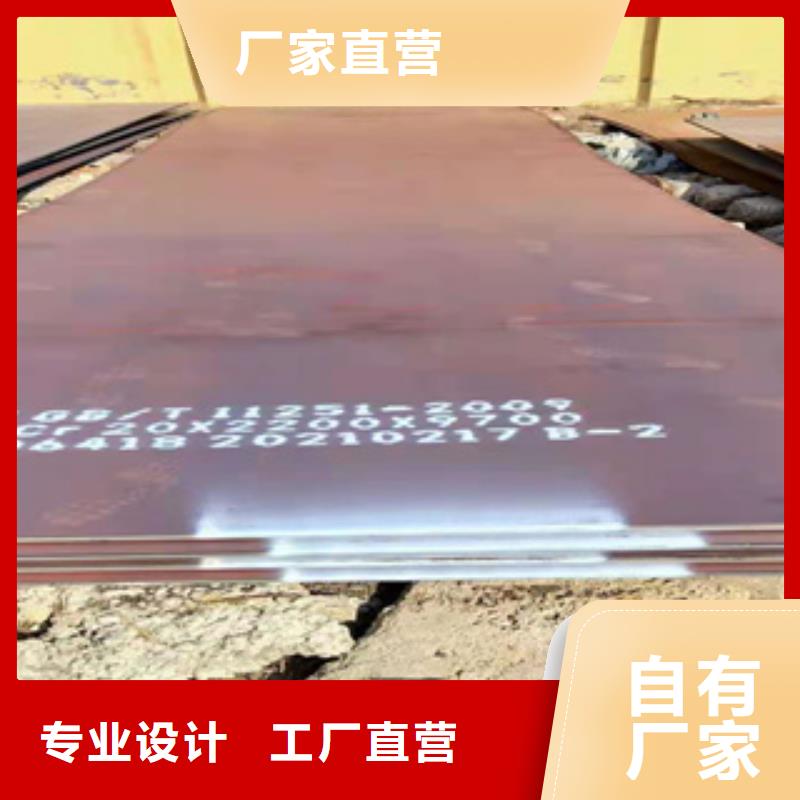
产品细节图

工具除锈主要使用钢丝刷等工具对耐磨钢板表面进行打磨,可以去除松动或的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若耐磨钢板表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。 水印缺陷常产生于高速耐磨衬板的下表面靠近DS侧,它是由于轧制前后乳化液清洗不,异常卷入带铡卷中,经退火后表面出现水印缺陷,形状各异,或呈条状,或呈块状,颜色有白有黑,白的是残留灰分和盐类,黑的是残碳、杂油。 异物压入是指外界异物黏附在耐磨衬板表面经轧制、形成的点状、线状、块状缺陷等,包括氧化铁皮压入、机组油污滴落在耐磨板表面或轧辊表面压入、溶液、颗粒杂物等黏附在耐磨板表面;(2)加工变形缺陷,这类缺陷是由于设备故障、生产工艺或操作不当造成的,包括条纹、梗印、擦伤等。 耐磨衬板常见的表面缺陷按形成条件和机理的不同可分为以下几类:(1)残留附着物缺陷,包括水印缺陷、异物压入等。条纹缺陷是由于涂层过厚导致的,擦伤是由于在生产过程中,耐磨衬板与加工设备等,造成其表面受到破坏产生的;(3)表面孔洞缺陷,分为三类:疏松的蜂窝状孔洞缺陷、不规则状孔洞缺陷、月牙状孔洞缺陷。


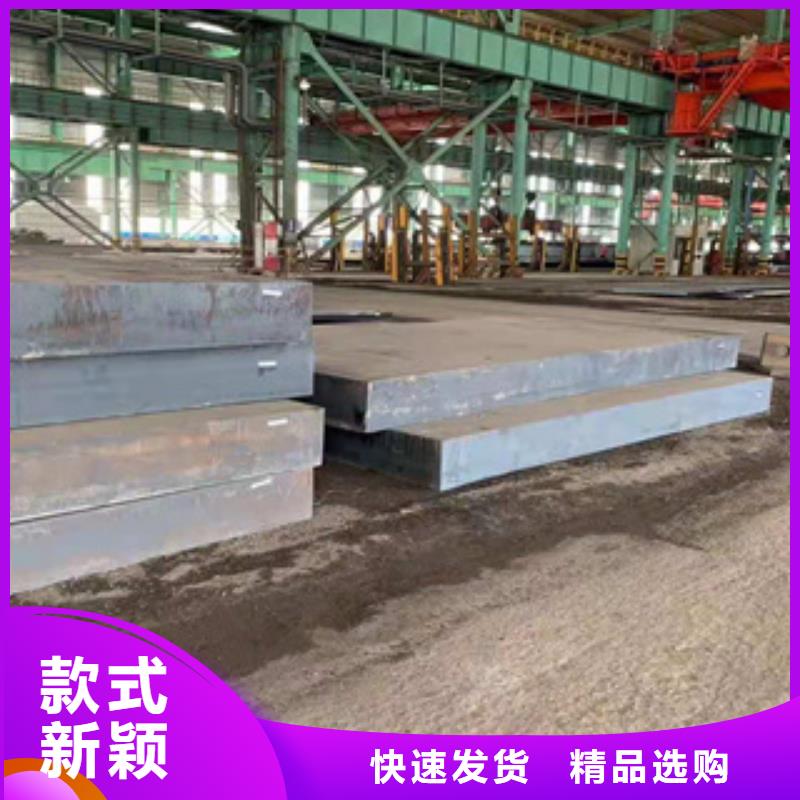
公司实力

对于运用埋弧焊的时候出现的不合理的现象,我们又该如何做理,以及如果处理埋弧焊焊接当中所出现的焊接缺陷。第五点:焊接裂纹接时候出现裂纹,这种现象产生的原因有,焊缝没有焊透现象,在焊接当中没有按照一定的顺序,焊接的耐磨板刚度比较大,双金属耐磨板的层数较高。 第六点:焊接熔穿埋弧焊运用当中也可能会出现焊接焊穿的情况,这种情况一般都发生在焊接电流过大,双金属耐磨板比较薄弱,焊接头一直没有拿开,而这种缺陷一般的处理方式,就是要注意焊的位置以及处理好电流电压,调节好这些,这样才能够放置于焊接焊穿的可能。 双金属耐磨板的MIG/MAG焊是以惰性气体保护或以富体保护的弧焊方法。而CO2保护焊却具有强烈的氧化性。这就决定了二者的区别和特点。双金属耐磨板MIG/MAG焊的主要优点如下:1)在氩或富体保护下的焊接电弧。 不但射滴过渡与射流过渡时电弧,而且在小电流MAG焊的短路过渡情况下,电弧对熔滴的排斥作用较小,从而保证了MIG/MAG焊短路过渡的飞溅量60%以上。2)由于MIG/MAG熔滴过渡均匀和,所以耐磨板的焊缝成形均匀、美观。
