





球墨铸铁管的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。
碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。
球化剂质量中,应重视MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不匀,粉末多,色泽发暗的球化剂不宜选用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。球墨铸铁管处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg,低RE球化剂,亦有的厂仍用Mg8RE3球化剂。JB/T9228-1999标准,对Mg 和RE的成分范围偏差规定为±1%,有些厂标已缩小为±0.5%,对Ca、Al等亦有明确规定。
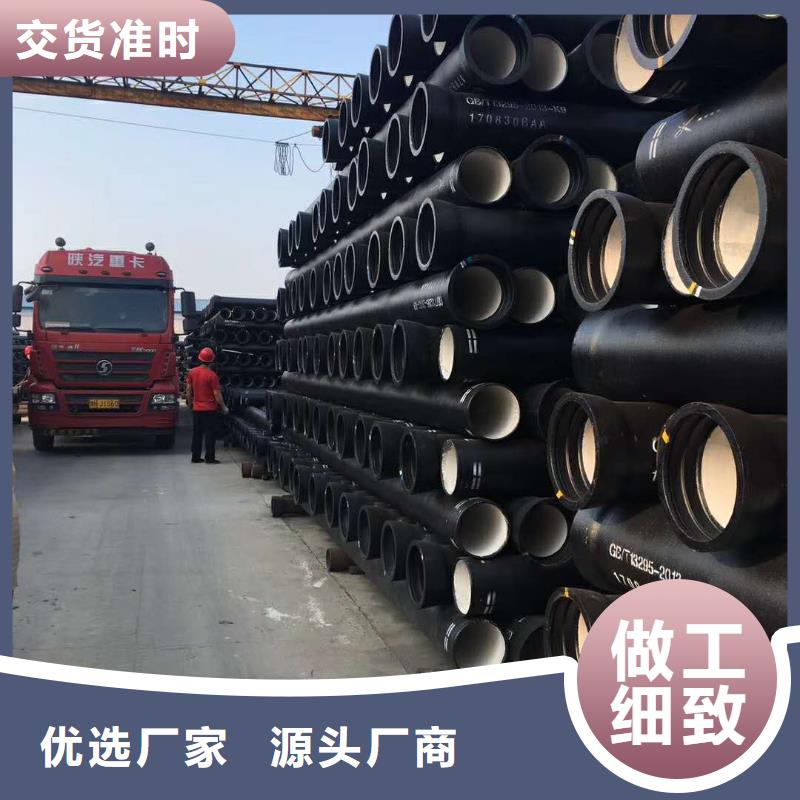
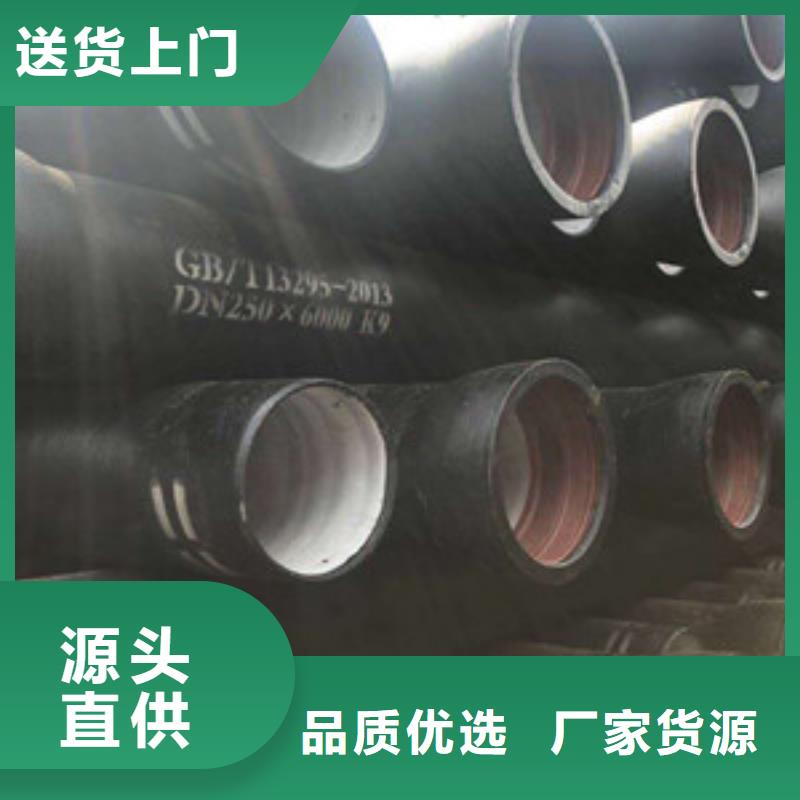
球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。喷锌,水泥沙浆防腐材料等。 另外,三月中下旬球墨管需求已经开始陆续恢复了,但是目前需求并没有达到预期,同时钢厂产量逐步增加,加之库存比去年同期高出1000多万吨,这些对上涨都是巨大的压力。所以我认为4月份球墨管整体是下跌趋势,只有等到全球情况稳定,经济恢复,国内球墨管补跌完成,下半年球墨管才有可能企稳回升管道在输水过程中,水压是千变万化的,再有高出正常压力的几倍或几十倍的水锤的影响,都将使缺陷处成为薄弱的环节。外部的流动与固定负荷的作用,环境的变化(如地震、温差),都可能使缺陷处成为漏水点。内外压作用的加剧影响。

球墨铸铁管 消失模铸造技术工艺服务主要内容:负压系统设计稳压罐、过滤罐、汽水分离罐; 真空泵选型;负压控制根据用户产品进行专用砂箱设计,由用户自行制造。维震实台设计根据用户需要提供一定规模的设计图震实台基础设计烘房设计球墨铸铁管新技术工艺规程及操作要点车间生产流程平面图提供手工制模方法提供外购设备、配件、材料息到现场技术服务、培训工人消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。球墨铸铁管消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造有下列特点:球墨铸铁管铸件质量好,成本低。材质不限,大小皆宜;尺寸精度高,表面光洁,减少清理,节省机加;内部缺陷大大减少,组织致密。可实现大规模、大批量生产。球墨铸铁管自动化流水线生环保。可以大大改善作业环境、降低劳动强度、减少能源消耗。

