









并且,要在实际进行勘察之前,做好对于手头各项设备缺陷的分析与记录,且根据现有设备的缺陷,预测可能出现的勘察偏差,然后再依据勘察方案开展实际的勘察工作。勘察人员还要结合各项设备的精度要求,做好对于偏差的读取,以避免勘察结果偏离实际状况。
套筒螺纹连接法施工时,套筒施工要求较高,两钢筋笼制作好后,容易造成轴线不对中;每根钢筋接头不能都刚好密封相贴;套筒套住一侧多,一侧少的问题,抗拉强度达不到设计要求。
如何避免这些问题,施工呢?首先,钢筋丝头加工和钢筋端头切平很关键,钢筋端头一定要切平,一侧多一侧少要划线控制,丝头不能太紧也不能太松(切丝要注意不能太深),端头好磨一下,切的时候磨一下,浪费时间不是很长,只是一个习惯一个理念的问题。
钢筋笼检测管的问题:

河南建贸机械有限公司,是中国钢筋加工设备行业的标杆企业。经营范围:数控钢筋笼滚焊机,数控弯曲中心,数控弯箍机,数控剪切生产线,智能张拉设备,智能压浆设备,墩粗机,套丝机,简易弯曲机,简易弯箍机,手提液压弯曲机,钢筋滚丝机,数控调直切断机,切断机,弯弧机,套筒,冷弯机等。
如果不按实际操作,设备的寿命会大大减少。钢筋笼滚焊机在加工钢筋的主要设备,钢筋笼滚焊机在运行期间应做到随时的观察部件运行状态,如有松动时应及时的停机进行紧固,避免会导致故障的出现,那么钢筋笼滚焊机加工钢筋要求有哪些呢?下面就随同我们的技术人员一起来简单的了解下吧。钢筋笼滚焊机在加工前应仔细的对钢筋进行检查工作,保证钢筋的质量达标,避免因质量劣质从而会加剧钢筋笼滚焊机磨损,在加工时应保证钢筋的优质性,这样才能保证加工出的钢筋笼坚固、经久耐用。在加工钢筋时应保证钢筋表面的洁净度,避免因钢筋表面沾有这样或那样的污渍、杂质等,影响正常的加工生产,对于钢筋在且经过调直之后不能有局部弯曲的现象,以免会影响正常加工。

进一步的,定位筋4为钢筋,且两端的套环42为定位筋4弯折形成,中部的定位环41为定位筋4弯折形成螺旋形结构。十字筋2交叉处与钢筋笼1顶端距离为五米。
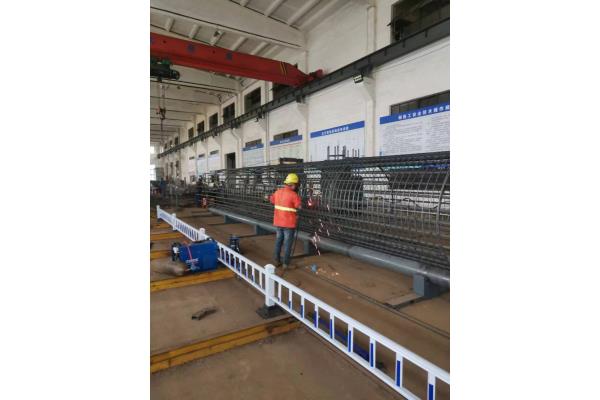
以桥梁钻孔灌注桩工程为例,在钢筋笼1距桩顶五米的位置焊接十字筋2,在交叉处通过吊绳31栓一浮标3,钢筋笼1下放至孔内,由于孔内水泥浆的浮力,使得浮标3露出水面,通过检测浮标3的位置可直观的发现钢筋笼1下放是否偏位,标高是否到位,因此本装置安装简捷,而且操作简单,并能准确安装钢筋笼1。
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
尽管本文较多地使用了钢筋笼1、加长筋11、十字筋2、浮标3、吊绳31、定位筋4、定位环41、套环42等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。

机身紧凑的设计,使设备可以在狭窄的施工现场灵活机动,对交通影响很小。钢筋笼绕筋机数控通电后的检查:先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。把盘筋端头先焊接在一根主筋上,通过固定盘及盘转动把绕筋缠绕在主筋上盘是一边一边后移,同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
每天节省人工工资1000元左右。钢筋笼绕筋机生产钢筋笼的长度可根据施工方要求改变。钢筋笼滚焊机直径可调、钢筋笼主筋根数可调、发动机转数可调、钢筋笼缠绕筋间距可调;整机采取拆装组合式,更展现其科学的设计理念。河南钢筋笼绕筋机自动化程度高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特点。整机采用先进的模块化设计思想,可方便地拆装组合,控制界面友好,操作简单方便,转运方便。钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。

