




观看我们的产品视频,就像打开了一扇通往数控锯切套丝打磨生产线售后无忧产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
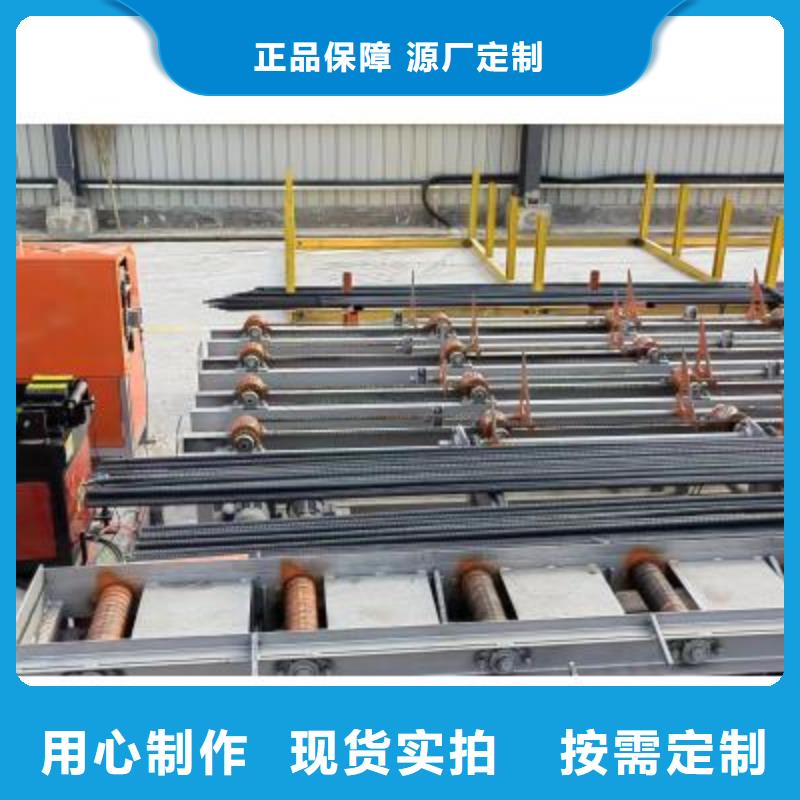
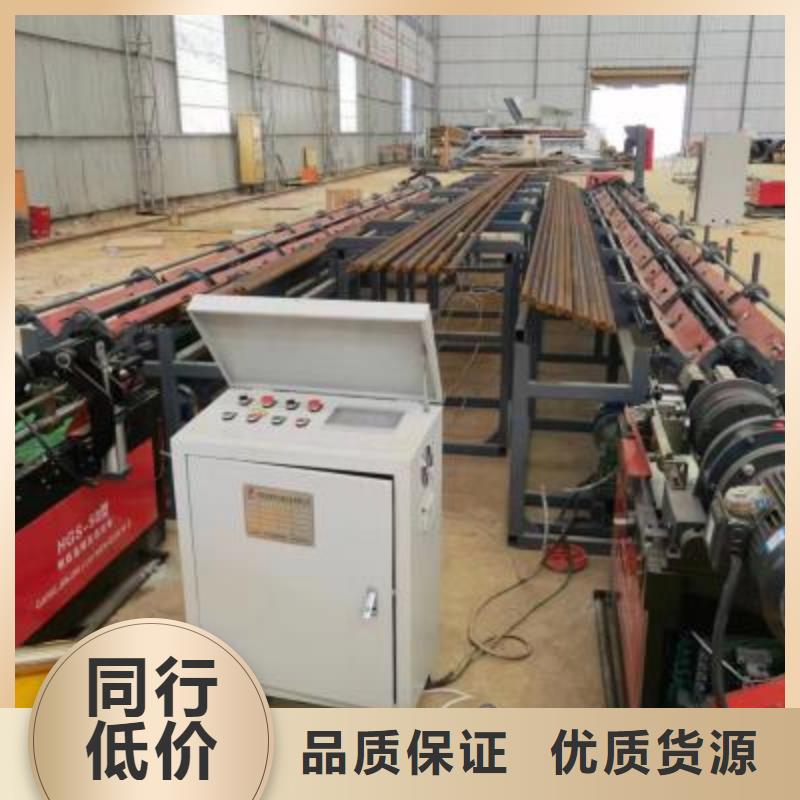
以下是:数控锯切套丝打磨生产线售后无忧的图文介绍

切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,消除磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,消除磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力


带锯床的使用寿命和返修率主要从锯床选购外购件,配套件看是否是大厂的,是否使用合格的钢板钢材。三:带锯床的锯切效率是关键,带锯床,油缸的支点位置选择靠铰支轴一端油缸上端稍向铰支轴倾斜,这样锯架下降的力矩大,油缸的阻力矩小。蜗轮变速箱的模数选择。
2.锯床加工化,规模扩大化。进步锯切功率,尤其是进步厚材及硬金属锯切功率,防止锯切成为整条出产线的瓶颈,一直是锯切及锯床技能领域多年的焦点。锯切规模扩大化已是趋势,巨型立式带锯床可锯切长达10m的板材及棒材。
纵向截面从棱柱桩和圆柱桩异化后的桩型有楔形桩圆锥形桩和角锥形桩梯形桩菱形桩根形桩扩底柱多节桩多节灌注桩和多节预制桩桩身扩大桩波纹柱形桩波纹锥形桩带张开叶片的桩螺旋桩从一面削尖的成对预制斜桩及DX挤扩灌注桩等。
2.锯床加工化,规模扩大化。进步锯切功率,尤其是进步厚材及硬金属锯切功率,防止锯切成为整条出产线的瓶颈,一直是锯切及锯床技能领域多年的焦点。锯切规模扩大化已是趋势,巨型立式带锯床可锯切长达10m的板材及棒材。
纵向截面从棱柱桩和圆柱桩异化后的桩型有楔形桩圆锥形桩和角锥形桩梯形桩菱形桩根形桩扩底柱多节桩多节灌注桩和多节预制桩桩身扩大桩波纹柱形桩波纹锥形桩带张开叶片的桩螺旋桩从一面削尖的成对预制斜桩及DX挤扩灌注桩等。



先进的经营理念和科学的管理模式,使海南建贸机械有限公司赢得了 数控弯箍机市场的认可。专业的技术、服务,使公司得到了客户的尊敬。多年来,承蒙各界朋友的支持与信赖,以及本公司全体员工的不懈努力下,取得了可观的经济效益和良好的社会效益。在激烈的市场竞争中树立起自身良好的公司形象,取得了丰烁的成果。

注意事项:
1.锯带不涨紧,钳口不夹紧,不能启动锯床。
2.锯带折断或卡住时,机器应停止工作。
3.工作完毕后,要将机器清扫干净。
4.工作时,请注意安全,锯带运转时,大型立式金属带锯床,身体和手不要靠近机器。
5.长期不用,请在所有加工面上擦涂防锈油。
6为了提高锯带使用寿命,每次更新新锯条时,均应先进行跑合,即切割时头几个切口应采用低速,小的进给量,待齿尖部毛刺去除后,再按正常的切削参数进行切割。
金属带锯床的未来发展:
加工精度进一步提高。由于使用了先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,立式金属带锯床型号,由计算机自动在线监控金属带锯床锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高金属带锯床的加工精度。

