





土工膜的焊接质量在很大程度上影响着后期产品的使用。1土工膜材自身的质量因素,如果质量未达到设计要求会直接影响焊接的质量。2土工膜表面是否洁净的因素,膜面接缝处不能存在油污,水份和尘土。3焊接速度和温度的因素,焊接施工速度快,会造成漏焊的现象。
施工焊接温度高,会产生熔化而出现漏洞的现象。现场天气的因素,土工膜较佳施工环境温度是零上10度到35度,寒冷的气温下影响焊接的牢固度。解决的办法是:适于焊接的环境下,采用质量合格的土工膜,在洁净的板面上,调试合适的机器速度和温度进行认真严格的操作。
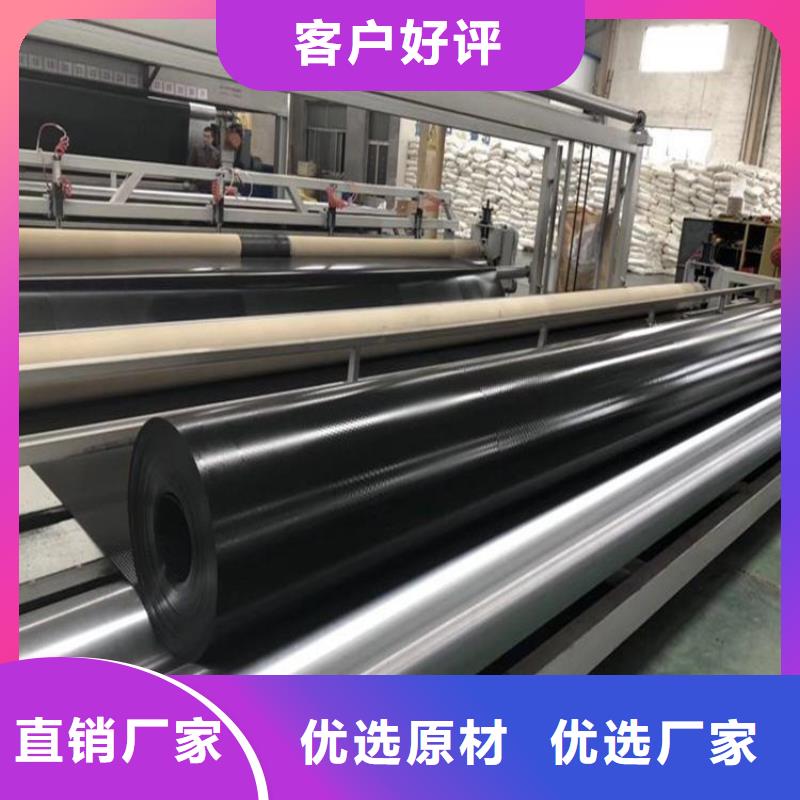
土工膜是现如今防渗施工中很常见的防水材料。土工膜价格是指施工方在采购土工膜时,所需要付出货币金额,以(元/平方米)为单位。土工膜价格的构成是由生产所需原料的价格与生产加工费用、销售费用和运输费用的总和。土工膜价格随着市场的供求关系而有所变动的。通常体现为:出厂价格、含税价格、到港价格等。原材料的因素:聚乙烯颗粒是生产土工膜的主要原材料,它价格的涨落直接影响到土工膜产品的定价。
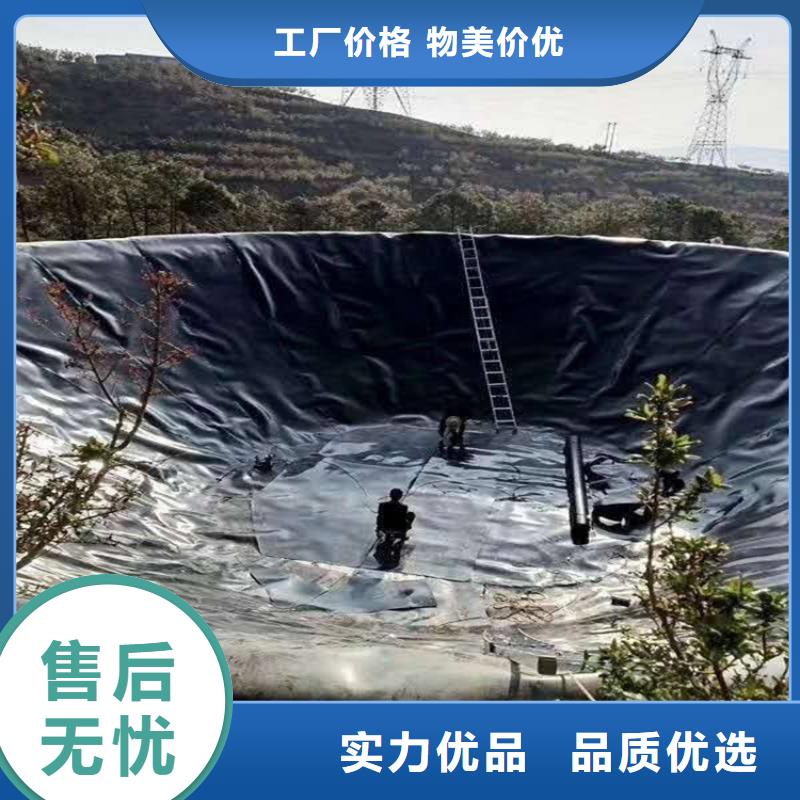
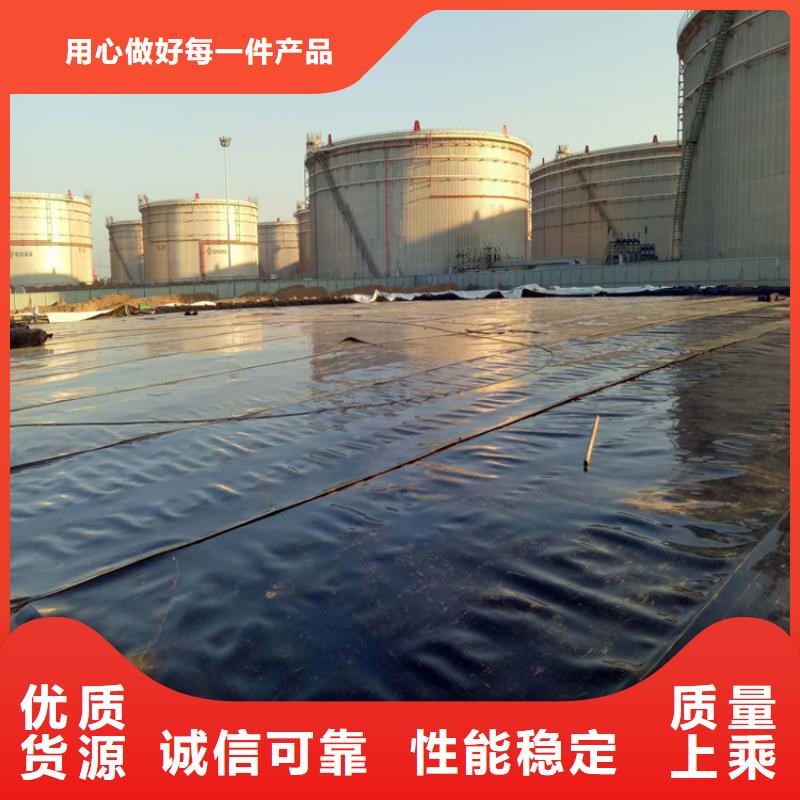
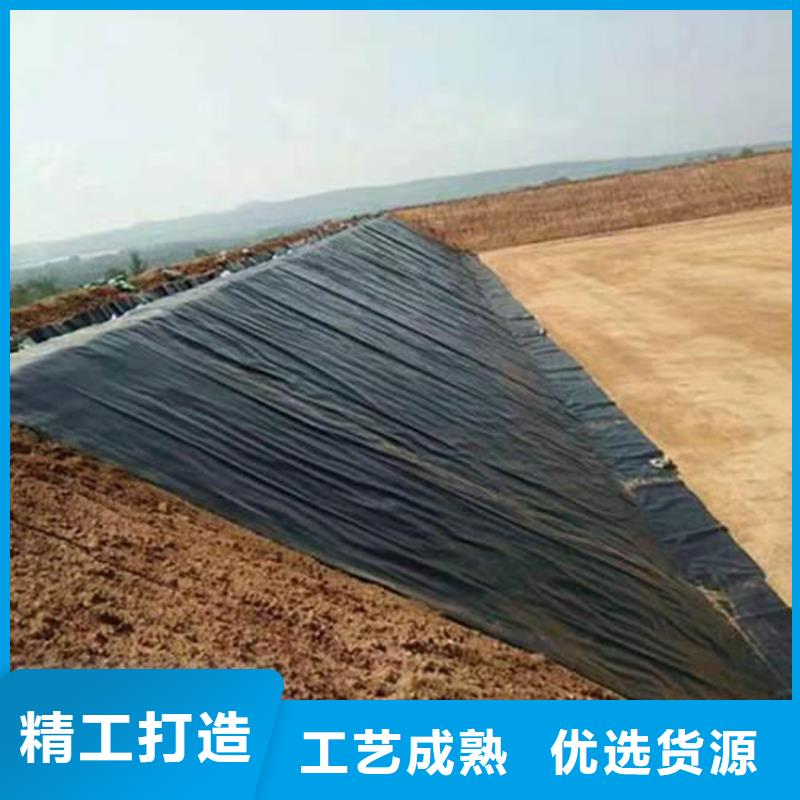
防渗膜铺设,以调整每个单元,从而使这两个单元的焊接。5、铺设防渗膜后,要用砂袋压住,以防风沙影响下一步边缘的焊接。6.防渗膜焊缝出售密钥序列的建设,一般的方法,使用热焊接,HDPE防渗膜设置在接触加热的外观,使外部熔化,然后通过压力的组合物的熔融在一起。关于铺设防渗膜,边缘接缝处要求不能有油污,水,灰尘等。7、调整前焊缝双方PE单膜,使不可避免的重叠的宽度,搭接宽度8一10cm。
HDPE土工膜相关参数:HDPE土工膜厚度、强度设计HDPE土工膜在水平和坡面铺设时,其厚度设计采用薄膜理论公式:式中:T为单宽土工膜所受拉力,kN/m;p为膜承受的垂直压力,kPa;b为预计膜下支持层可能产生的裂缝宽度,m;ε为膜的拉应变,%.HDPE土工膜的强度设计满足下式:式中:Tf为单宽土工。
膜裁切之前,应该准确丈量其相关尺寸,然后按实际裁切,一般不宜按图示尺寸裁切,应逐片编号,详细记录在专用表格上。铺设土工膜时应力求焊缝较少,在质量的前提下,尽量节约原材料。同时也容易质量。膜与膜之间接缝的搭接宽度一般不小于10cm,通常就使焊缝排列方向平行于较大坡度,即沿坡度方向排列。通常在拐角及畸形地段,应是接缝长度尽量减短。
HDPE土工膜的焊接热锲焊机焊接工序分为调节压力设定温度设定速度焊缝搭接检查装膜入机启动马达加压焊接。接缝处不得有油污、灰尘,土工膜的搭接段面不应夹有泥沙等杂物,当有杂物时必须在焊接前清理干净。
每天焊接开始时,必须在现场先试焊一条0.9m×0.3m的试样搭接宽度不小于10cm并用拉力机现场进行剥离和剪切试验试样合格后便可用当时调整好的速度、压力、温度进行正是焊接。HDPE土工膜体现绿化生态环境土工膜要采用质量与土工布相同的缝合线,缝合线要采用抗化学毁坏和紫外光映照才能更强的材质。
HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。
焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
