


永州钢板加工


在数控切割操作上的一些小心得。 1、在进行自动钢板切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。 2、根据自动钢板切割加工及半自动切割方式的不同,调整各把割枪的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割枪倾角的大小和方向主要以钢板厚度而定。

今天,小编来和大家讲解一下特厚钢板的使用要求,了解了这些,就可以正确使用了哟! 1 适用范围 1.1 一般要求 1.1.1 按照1.2和1.3使用特厚钢板的集装箱船应符合本统一要求。 1.1.2本文件给出使用特厚钢板作为纵向构件的集装箱船的脆断识别和防止措施。 1.1.3 2、3和4中规定措施的应用应按照附件I 1.1.4 除本UR要求外,如适用,焊接接头的脆性断裂韧性应满足IACS URW11,URW28和URW31(YP47钢板的应用)的要求。 1.2 钢级 1.2.1 本文件应适用于使用1.3中规定厚度的任何YP36、YP40和YP47钢板作为纵向构件的集装箱船。 注:YP36、YP40和YP47系指小规定屈服点分别为355、390和460N/mm2的钢板。 1.3 厚度 1.3.1 对于厚度超过50mm且不大于100mm的钢板,应采取本文件中规定的防止脆性裂纹萌生和扩展的措施。 1.3.2 对于厚度超过100mm的钢板,应按照各船级社考虑本文件后的决定,采取适当的防止脆性裂纹萌生和扩展的措施。


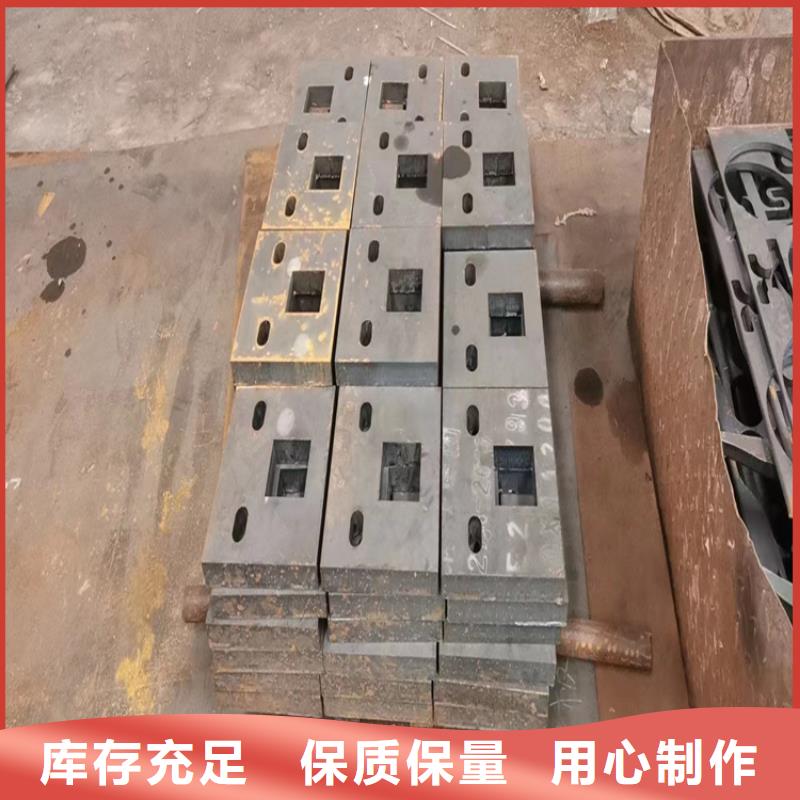
在厚钢板切割中,温度是从上表面向下递减的。切割开始时,氧气压力逐渐增加,在钢板厚度方向达到一致。这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷。为避免缺陷的产生可采用以下方法: 1、采用圆弧进刀增加引入线长度,避免直接切入点。此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。 2、采用引燃棒。该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧 速度达到一致,得到切割段面。引燃棒可采用切割下来的边角料代替。此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率。 引燃棒在切割特厚钢板中较为实用。
永州钢板加工
