您的位置>首页 >南平本地行业News >
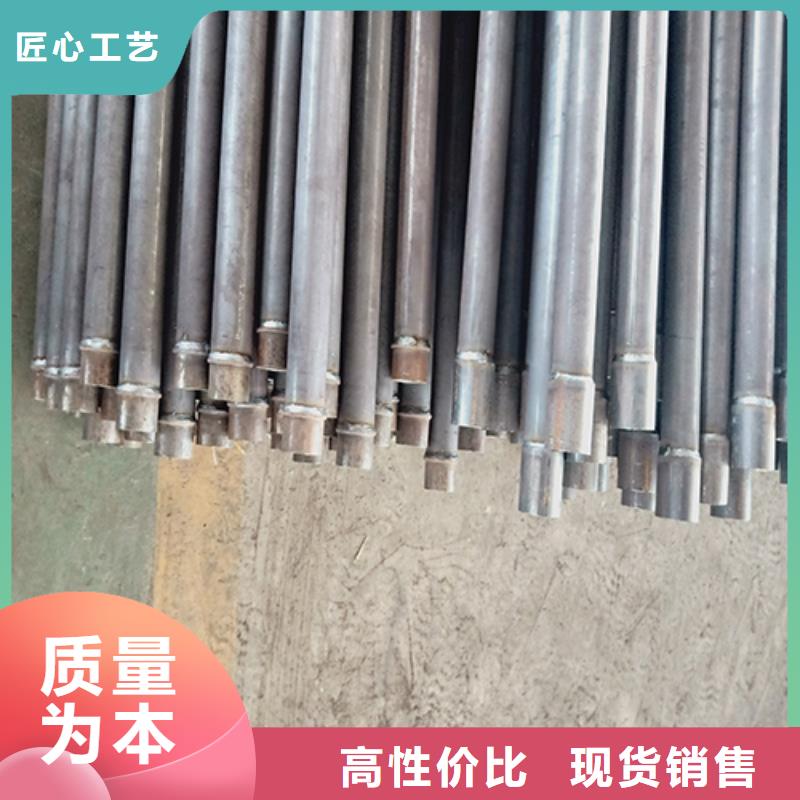
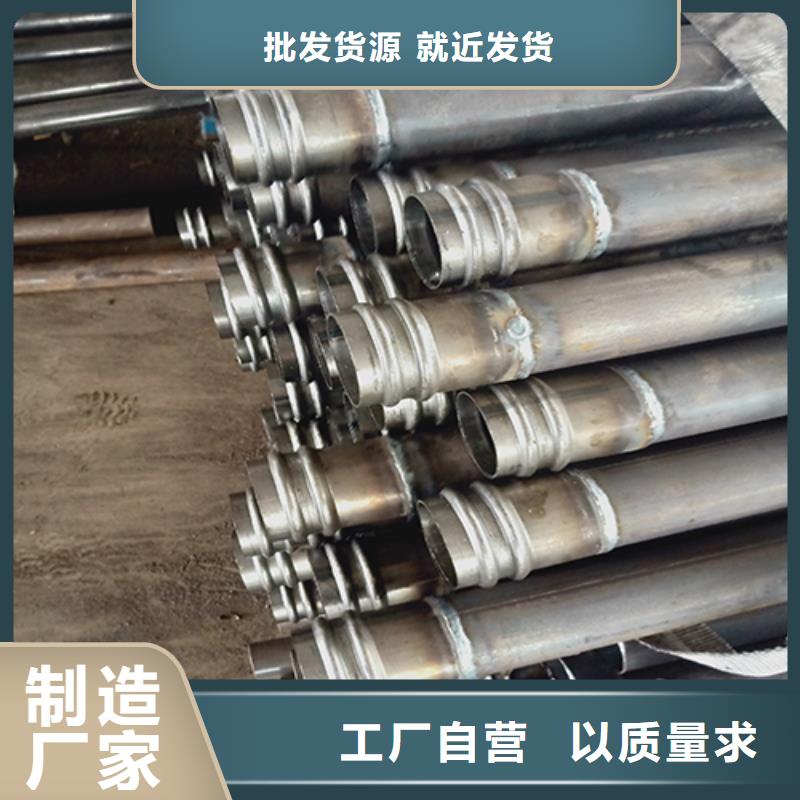
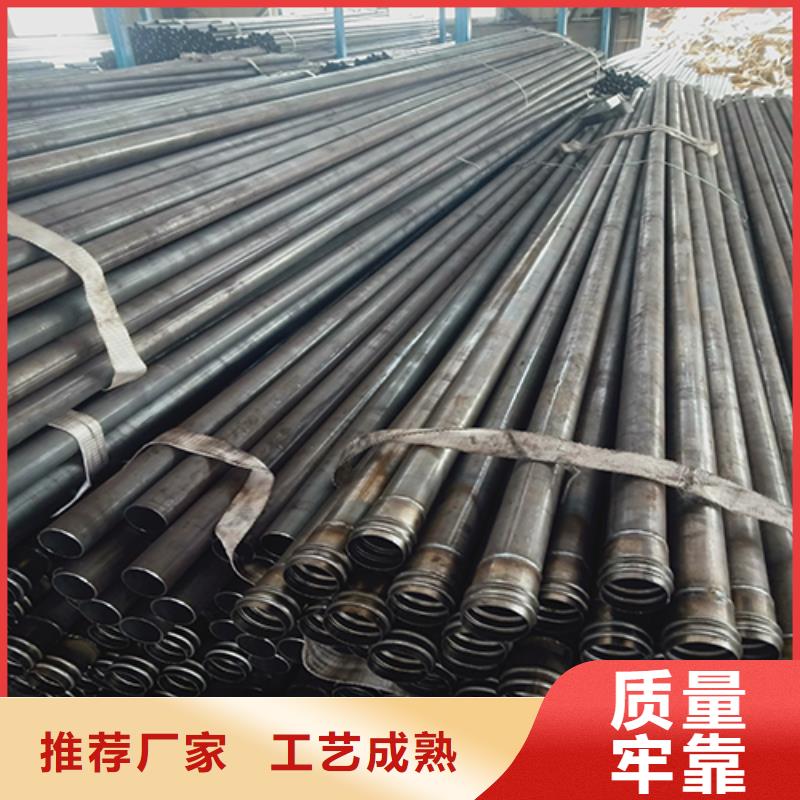
承插式声测管厂家
发布时间: 2024-07-02 11:09:41 浏览次数:1
以下是:承插式声测管厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 3/米 |
|---|
| 发货期限 | 2 |
|---|
| 供货总量 | 1000000 |
|---|
| 运费说明 | 含运费 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235B |
|---|
| 产品品牌 | 日升昌 |
|---|
| 产品规格 | 50 54 57 60 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 河北沧州 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 50 54 57 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 3年 |
|---|
| 外形尺寸 | 50 54 57 |
|---|
| 适用领域 | 高铁 高速建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | ISO9000 |
|---|
| 工作温度 | 常规温度 |
|---|
| 长度 | 3-12米 |
|---|
| 连接方式 | 钳压式 螺旋式 套筒式 法兰式 承插式 |
|---|
| 壁壁厚 | 0.7-3.5 |
|---|
| 类类目 | 黑色金属冶炼压延品 |
|---|
| 执行标准 | GB/T31438-2015 |
|---|
| JI检测方式 | 超声波检测 |
|---|
| 运运输方式 | 汽运 |
|---|
以下是:承插式声测管厂家的图文视频
导读 承插式声测管厂家,福建省南平市日升昌钢管声测管厂家专业从事承插式声测管厂家,联系人:马经理,电话:19933757886、19933757886,QQ:1376565301,发货地:经济开发区发货到南平,以下是承插式声测管厂家的详细页面。 福建省,南平市 南平市,福建省辖地级市,Ⅰ型小城市,介于东经117°00′—119°25′,北纬26°30′—28°20′之间,地处福建省北部,武夷山脉北段东南侧,位于闽、浙、赣三省交界处,俗称“闽北”,东北与浙江省衢州、丽水相邻,西北与江西省抚州、上饶接壤,东南与宁德市交界,西南与三明市毗邻,总面积2.63万平方千米,截至2021年末,辖2个市辖区、5个县,代管3个县级市。截至2022年末,南平市户籍人口为313.68万人。市政府驻建阳区。
准备好领略承插式声测管厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:承插式声测管厂家的图文介绍

南平日升昌钢管声测管厂家基本对 路基沉降管产品质量的高度自信,打破国内通行的销售及售后服务模式,率先采取统一定价的市场销售政策,改变国内 路基沉降管行业常见的不透明价格体系,杜绝产品销售中的暗箱操作空间,完全依靠客户口碑及产品高性价比特性进行市场竞争;同时,公司在行业内率先承诺: 路基沉降管产品实行售后30日内无理由退货!只要不满意,就可以退货,完全杜绝客户顾虑!



声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。
总结 今年在福建省南平市购买承插式声测管厂家有了新选择,福建省南平市日升昌钢管声测管厂家始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的承插式声测管厂家产品。如需购买或咨询,请随时联系我们,联系人:马经理-19933757886,QQ:1376565301,地址:经济开发区。