



绕筋机产品特点:
一 胶辊壁近8个厚 219无缝管 一般厂家对外宣称6个厚实际4.75或者5.75厚 不耐用
二 小车轨道为钢轨,一般厂家用料为钢管或者三角铁或者槽钢
三 控制系统为台湾永宏,稳定,一般厂家国内小系统不稳定
四 双向操作,配备无线遥控器 任意变径 部分厂家不带遥控器
五 整机槽钢部分少用的12 一般厂家用的10
六 小车全封闭改板,其他厂家不封闭,不
七 3个变频器控制,稳定绕筋间距,加上加密变径,共4组数据,可以任意切换,部分厂家2个变频器,长期干,不稳定,且带加密多只能切换3组数据
八 小车和配电柜分离,操作更,部分厂家为节省成本,配电柜放行走小车上,及不,工人容易卷入笼子,造成没必要损失
九 变径速度随着变径改变,很多厂家原速度是1变径大了或者小了还是原1速,导致变径后速度过慢或过快
十 现在系统升级后可以存储6组数据 即使后期换工人了不会使用 点开之前存的多大笼子怎么做的数据直接就可以干活 很方便 很多厂家系统没有存储功能
十一 系统速度可以到 部分厂家因变频器用的差 速度只能到50%或者改参之后也只能到70%
质保一年 一年内所有件整机质保一年
一个螺丝钉坏了也保
主电机7.5KW 调直5.5KW小车3.0KW
含一年质保(一个螺丝钉坏也保)
绕筋机产品特点:
一 胶辊壁近8个厚 219无缝管 一般厂家对外宣称6个厚实际4.75或者5.75厚 不耐用
二 小车轨道为钢轨,一般厂家用料为钢管或者三角铁或者槽钢
三 控制系统为台湾永宏,稳定,一般厂家国内小系统不稳定
四 双向操作,配备无线遥控器 任意变径 部分厂家不带遥控器
五 整机槽钢部分少用的12 一般厂家用的10
六 小车全封闭改板,其他厂家不封闭,不
七 3个变频器控制,稳定绕筋间距,加上加密变径,共4组数据,可以任意切换,部分厂家2个变频器,长期干,不稳定,且带加密多只能切换3组数据
八 小车和配电柜分离,操作更,部分厂家为节省成本,配电柜放行走小车上,及不,工人容易卷入笼子,造成没必要损失
九 变径速度随着变径改变,很多厂家原速度是1变径大了或者小了还是原1速,导致变径后速度过慢或过快
十 现在系统升级后可以存储6组数据 即使后期换工人了不会使用 点开之前存的多大笼子怎么做的数据直接就可以干活 很方便 很多厂家系统没有存储功能
十一 系统速度可以到 部分厂家因变频器用的差 速度只能到50%或者改参之后也只能到70%
质保一年 一年内所有件整机质保一年
一个螺丝钉坏了也保
主电机7.5KW 调直5.5KW小车3.0KW
含一年质保(一个螺丝钉坏也保)
 建贸机械设备有限公司
建贸机械设备有限公司
 肇庆钢筋笼地滚笼机
全国施工
肇庆钢筋笼地滚笼机
全国施工
 jmc1
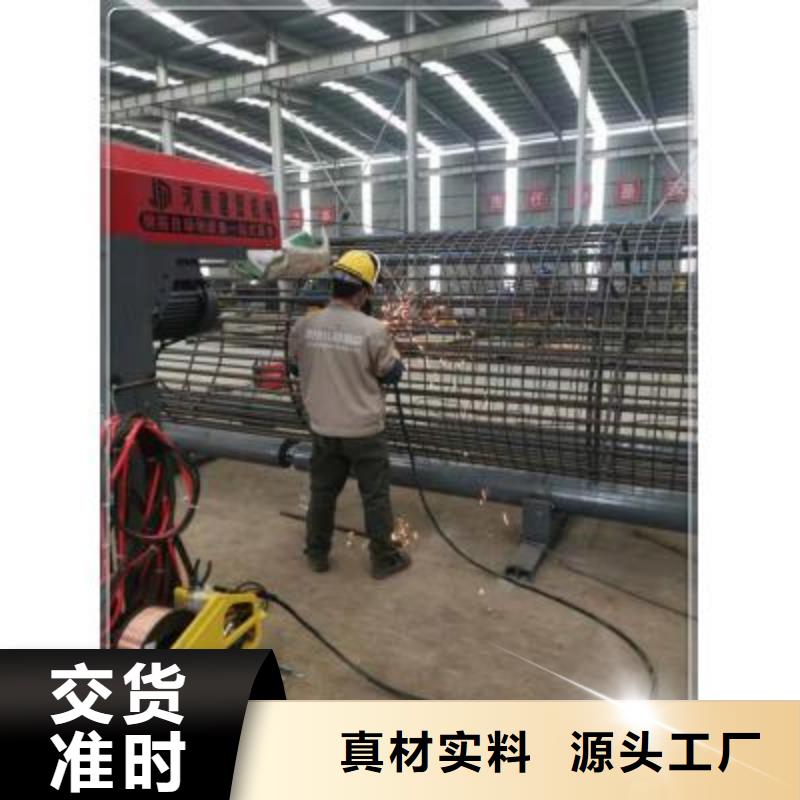
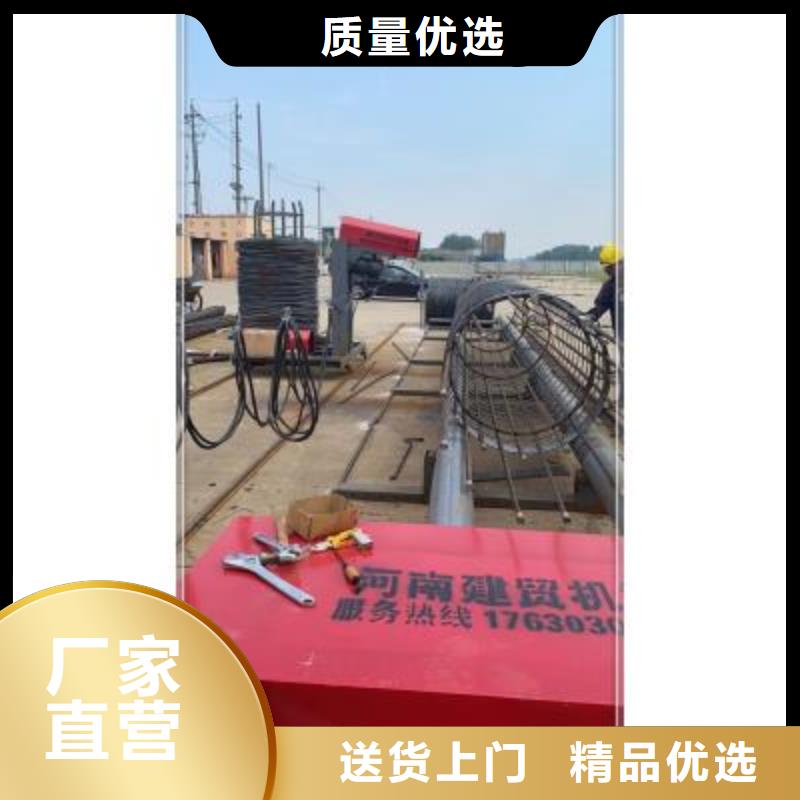
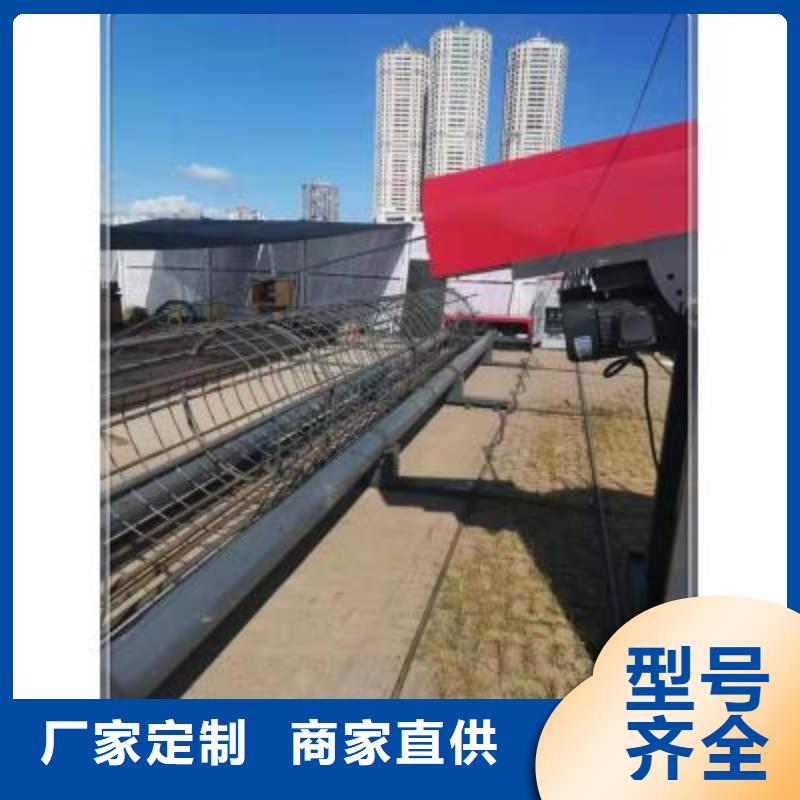
根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
jmc1
根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
 钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
