



无论您是初次接触还是已经熟悉,我们的【不锈钢不锈钢卷板实拍展现】产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【不锈钢不锈钢卷板实拍展现】的图文介绍


1Cr18Ni12Mo2Ti,0Cr18Ni12Mo2Ti,00Cr17Ni14Mo2钢适于制造化工、化肥、石油化工、印染、原子能等工业的设备、容器、管道、热交换器等。 这三种不锈钢的钼含量分别比 1Cr18Ni12Mo2Ti, 0Cr18Ni12Mo2Ti,00Cr19Ni13Mo2钢高~1%,因而在稀硫酸、磷酸以及醋酸、甲酸等有机酸中的耐蚀性和耐蚀性和耐氯化物孔蚀性能均有进一步提高。就耐蚀性而言,1Cr18Ni12Mo3Ti <0Cr18Ni12Mo3Ti<00Cr19Ni13Mo3。超低碳不锈钢00Cr19Ni13Mo3,不仅耐晶腐蚀性能不低于含Ti的1Cr18Ni12Mo3Ti和0Cr18Ni12Mo3Ti,而且焊后无刀状腐蚀。 与此同时,钢中不存在氮化钛夹杂,因而纯净度高。 1Cr18Ni12Mo3Ti,0Cr18Ni12Mo3Ti和00Cr19Ni13Mo3多用于化工、石油、纺织、 造纸以及原子能后处理工厂中制造耐稀硫酸和有机酸的设备,部件以及管道、容器等。



00Cr25Ni20(Nb)钢的冷、热加工性能良好,适宜的热加工温度为900-1150℃。适宜的冷加工工艺与18-8不锈钢相同。冷加工的中间退火温度00Cr25Ni20(Nb)以1000-1150℃为宜,而不含铌的00Cr25Ni20则可在850-950℃进行。00Cr25Ni20(Nb)易成型,切削性能与18-8不锈钢没有显著差别。 00Cr25Ni20(Nb)的固溶处理温度范围为1000-1150℃,钢中含铌时可选用此范围的上限,加热、保温后需快冷。 00Cr25Ni20(Nb)可焊性良好,可选用钨极氩弧焊,金属极氩弧焊和手工电弧焊,手工电弧焊更为合适。焊件厚度≤6mm时用直径2.5mm的焊条,焊件厚度超过6mm时则用直径≤3.2mm的焊条。由于00Cr25Ni20不仅碳量低且纯度高,因而焊接热裂倾向小。但是含铌的00Cr25Ni20Nb则具有较高的焊接热裂倾向,这与焊接时钢中铌化物低熔点共晶的形成有关。当进行00Cr25Ni20(Nb)管板堆焊时,可采用00Cr25Ni20MoMn钢作为堆焊材料。


苍山昌盛源金属有限公司凭借具有先进水平的施工设备,采用“工程直销”式销售格局,为客户提供 不锈钢卷板,形成了以生产、销售、维护一体化企业经营特色。我公司兼承“信、和、实、严”的企业精神,坚持“创新优先、用户满意”的核心理念,正以科技创新和机制创新为动力,向多元化、国际化、高科技型现代企业的目标前进,为美化生产、生活环境做出新贡献。



1Cr17钢有相当的深冲性能,同时易于抛光和冷成型,0Cr17Ti和1Cr17Ti冷成型性和深冲性能均较好。1Cr17,1Cr17Ti和0Cr17Ti均易于热加工,适合的热变形温度为1050-1150℃。为了获得微细晶粒和较好的塑性,热变形终止温度需<800℃并尽量低,同时在此温度下应有足够变形量。这三种不锈钢的热处理工艺为:700-800℃加热后空冷。1Cr17,1Cr17Ti,0Cr17Ti均可焊接,且1Cr17Ti和0Cr17Ti可焊性较1Cr17钢为佳。通常采用小电流、高焊速并使用焊接层次尽量少的焊接工艺。截面厚度尺寸大于6mm的板、管材不宜用作焊接结构件。1Cr17钢焊后不适于在导致其晶间腐蚀的氧化性酸中使用。当采用18-8型Cr-Ni奥氏体不锈钢焊条(或焊丝)进行焊接时,焊前不需预热,焊后也不需热处理。


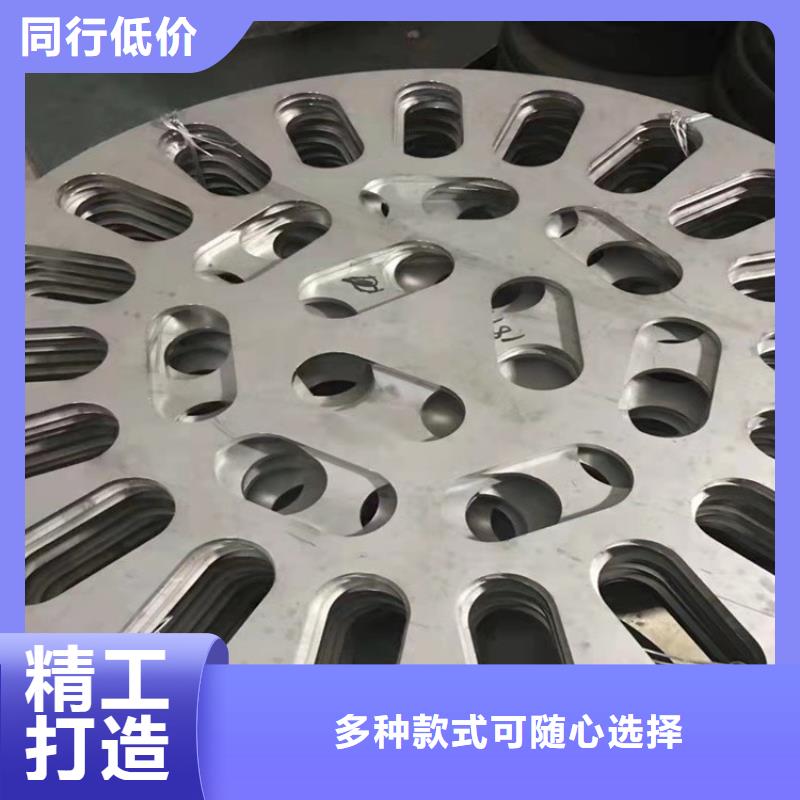
不锈钢板表面本色白化处理加工工艺 不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。它是一种不容易生锈的合金钢,但不是 不生锈。广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。 常用的不锈钢板表面处理加工工艺主要有表面本色白化处理,不锈钢板表面本色白化处理,是指在对不锈钢板加工的过程中,经卷板、轧边、焊接或经人工表面火烤加温处理, 不锈钢板面出现黑色氧化皮。该种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF两种EO4成分,以前通常是使用 和硝酸等强腐蚀方法去除。但该方法本钱花费大,环境污染强,有害人体,且腐蚀性较大,所以正在被淘汰。 不锈钢板经过处理后,由于表面光滑,易於再研磨,使表面更加光亮,用途广泛,如餐具、建材等。



