




定位:“河北异型管和河北异型管解决方案的服务商"。
使命:“提供前沿的河北异型管,服务超出客户的期望,不辜负客户的信任"。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。"
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则"。
经营宗旨:“员工满意、客户满意、股东满意、社会责任"。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新"。


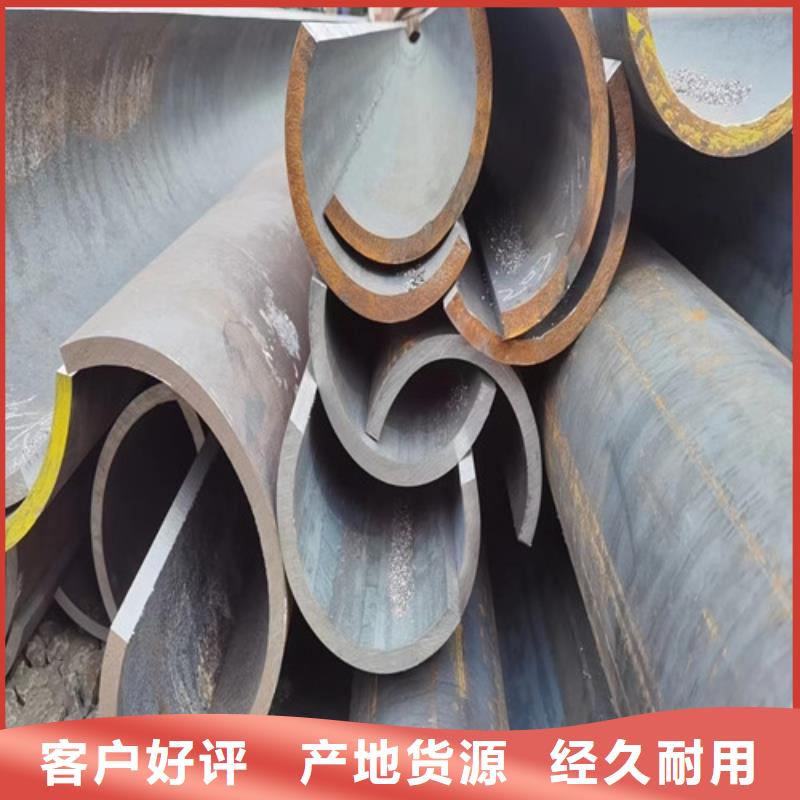
河北厚壁无缝钢管-厚壁无缝钢管厂家直发

目前的市面上,各种类型的管道材料种类多样,主要是以钢为主要材料的管道,在众多的管道中,无缝钢管是市面上使用率高的一种,可以说,这种管道材料的优势是非常明显的,一方面是因为无缝钢管的品质好,价格低廉,是一种性价比极高的管道材料,另一方面是因为这种类型的管道材料无论是从安装还是使用寿命的方面看,也同样具有压倒性的优势。
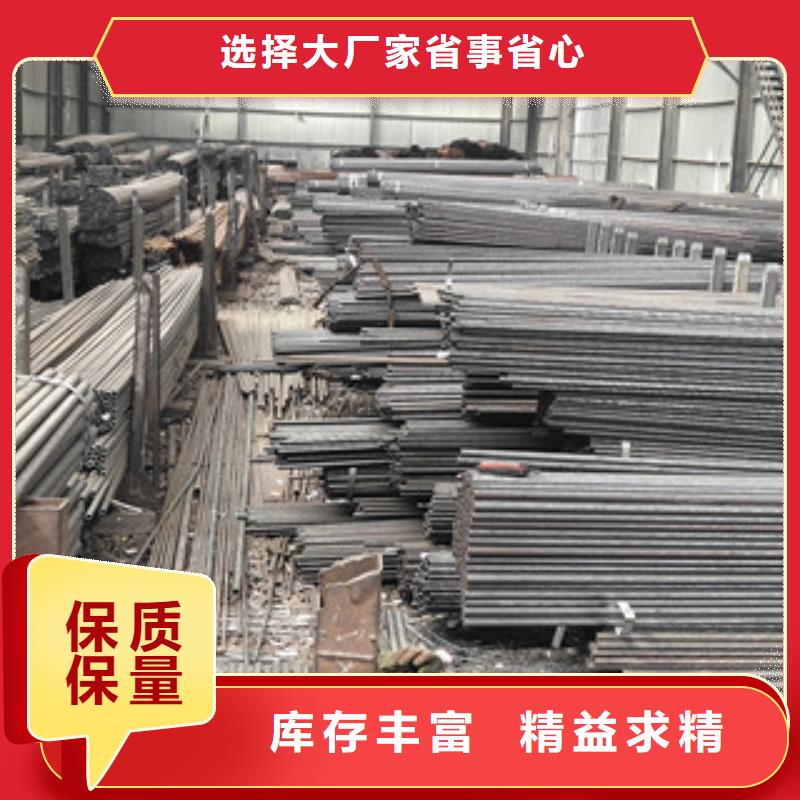
也正是因为如此,这种类型的管道材料才能得到快速推广,目前的无缝钢管生产厂家数量也在不断的增加,总体上说,这种类型的管道材料在质量上还是经过了严格把关的,因此,无缝钢管在出厂之前都必须要经过检测,这样才能更好的保证这种管道材料的质量,因此,无缝钢管的未来发展空间必然还会变得更加广阔


焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。

