
一分钟的时间,对于了解我们的钢结构C1221紫铜质优价廉产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:钢结构C1221紫铜质优价廉的图文介绍
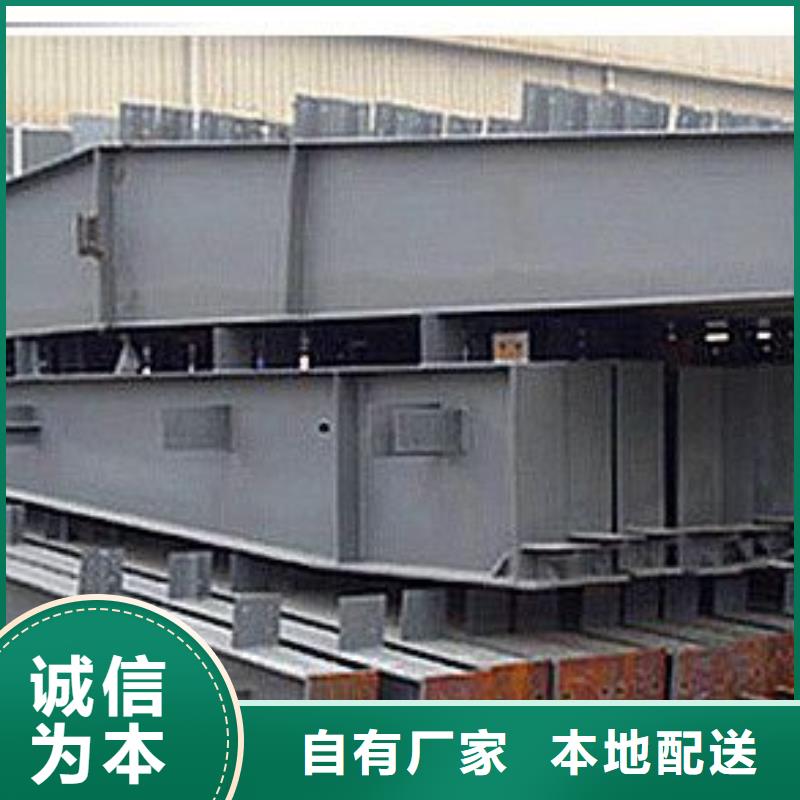
度和超高、超重型的建筑物特别适宜;
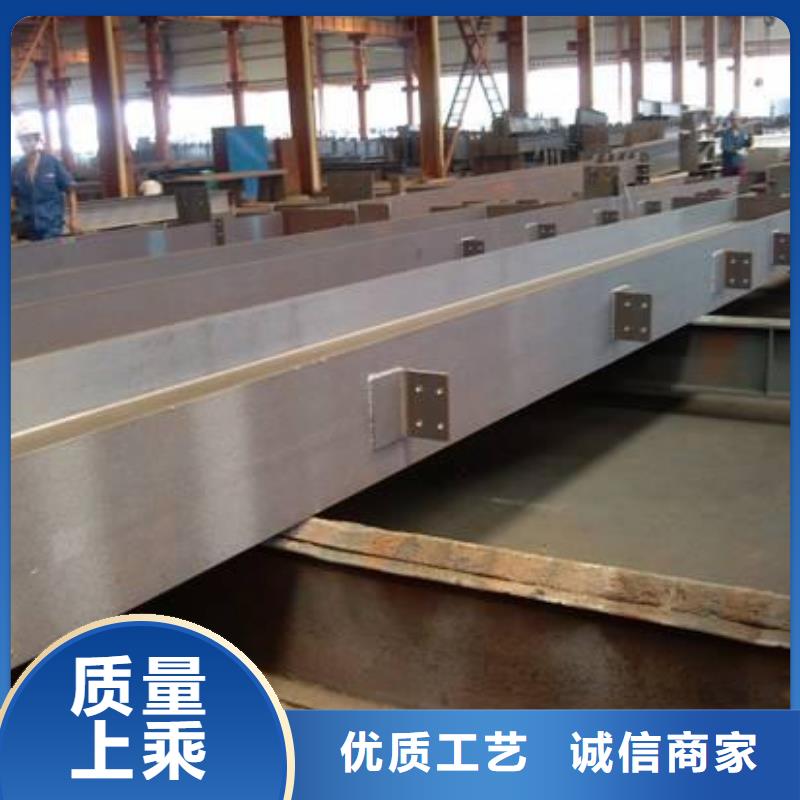
材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
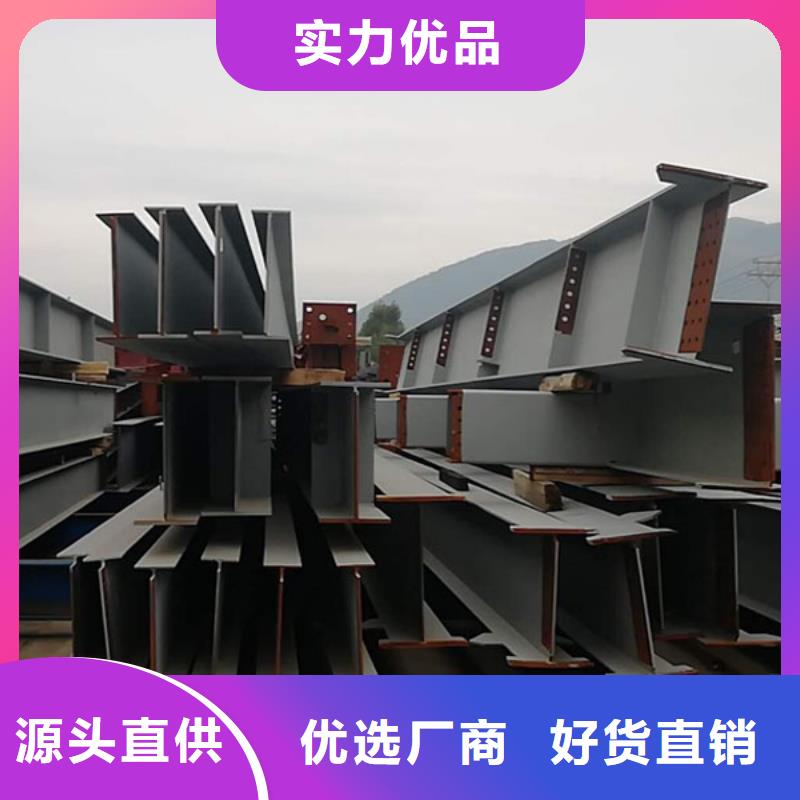
其缺点是耐火性和耐腐性较差。主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和仓库等大跨度结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
①安装前,施工单位应对构件的产品合格证、设计文件与预拼装记录进行检查,并复验记录构件的尺寸。钢结构的变形、缺陷超出允许偏差时,应进行处理。
安装前,应编制详细的测量和矫正工艺,厚钢板的焊接应在焊接安装前进行模拟产品结构的工艺试验,编制相应的施工工艺。对拼装好的屋架应预设一定的起拱度。
材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和仓库等大跨度结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
①安装前,施工单位应对构件的产品合格证、设计文件与预拼装记录进行检查,并复验记录构件的尺寸。钢结构的变形、缺陷超出允许偏差时,应进行处理。
安装前,应编制详细的测量和矫正工艺,厚钢板的焊接应在焊接安装前进行模拟产品结构的工艺试验,编制相应的施工工艺。对拼装好的屋架应预设一定的起拱度。



四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



杭州阔恒兴旺国际贸易有限公司承诺:将继续以市场为导向,以科技为依托,逐步更新现有 T2紫铜排生产设备以提升 T2紫铜排产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。


钢结构的加固技术措施主要有三种:
1) 截面补强法:在局部或沿构件全长以钢材补强,连成整体使之共同受力;
2) 改变计算简图:增设附加支承,调整荷载分布情况,降低内力水平,对超静定结构支座进行强迫位移,降低应力峰值;
3) 预应力拉索法:利用高强拉索加固结构薄弱环节或提高结构整体承载力、刚度和稳度。
钢结构与其它建设相比,在使用中、设计、施工及综合经济方面都具有优势,造价低,可随时移动。
一、钢结构住宅比传统建筑能更好的满足建筑上大开间灵活分隔的要求,并可通过减少柱的截面面积和使用轻质墙板,提高面积使用率,户内有效使用面积提高约6%。
二、节能效果好,墙体采用轻型节能标准化的C型钢、方钢、夹芯板,保温性能好,抗震度好。节能50%,
三、将钢结构体系用于住宅建筑可充分发挥钢结构的延性好、塑性变形能力强,具有优良的抗震抗风性能,大大提高了住宅的安全可靠性。尤其在遭遇地震、台风灾害的情况下,钢结构能够避免建筑物的倒塌性破坏。
四、建筑总重轻,钢结构住宅体系自重轻,约为混凝土结构的一半,可以大大减少基础造价。
五、施工速度快,工期比传统住宅体系至少缩短三分之一,一栋1000平米只需20天、五个工人方可完工。
六、环保效果好。钢结构住宅施工时大大减少了砂、石、灰的用量,所用的材料主要是绿色,100%回收或降解的材料,在建筑物拆除时,大部分材料可以再用或降解,不会造成垃圾。



