





常州建贸机械有限公司技术力量雄厚,设备先进, 数控弯箍机生产工艺规范,检测手段齐全,各项管理严格,加之多品种、系列化的配套服务,重质量、守信誉的经营战略,给企业带来了勃勃生机,成为常州创税大户。 企业衷心感谢各界朋友对我方 数控弯箍机产品的信任与支持,在今后的交往中,我们将一如既往,以“优异的 数控弯箍机产品、良好的信誉、贴心的服务”奉献给用户,造福社会。


在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件






锯齿过早钝化 1、 跑合时间不足或操作不当
2、 工件太硬
3、 线速度太快,进给太大
4、 锯带进给过小
5、 冷却不足
6、 工件夹杂硬块
7、 选齿不当
8、 锯带齿向安反
9、 张力太小
10、锯架上升不到位
11、新锯带切旧锯口 1、 注意新带跑合,适当减小进给
2、 检查工件加工条件,选择正确的锯带
3、 调整带锯条的线速度和进给量
4、 加大进给量,注意切削变形
5、 选择 冷却液
6、 检验工件硬度
7、 根据工件截面几何形状选择齿型
8、 重新安装锯带
9、 适度增大张力
10、重新调整锯架上升限位
11、避开旧锯口
安全技术规程
项目 主要安全技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位安全‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位安全培训考核,达标后发“上岗证”,上岗作业时须携带。
2.锯床工作位置应保证操作人员的安全,平台和通道必须防滑,必要时设置踏板和栏杆。



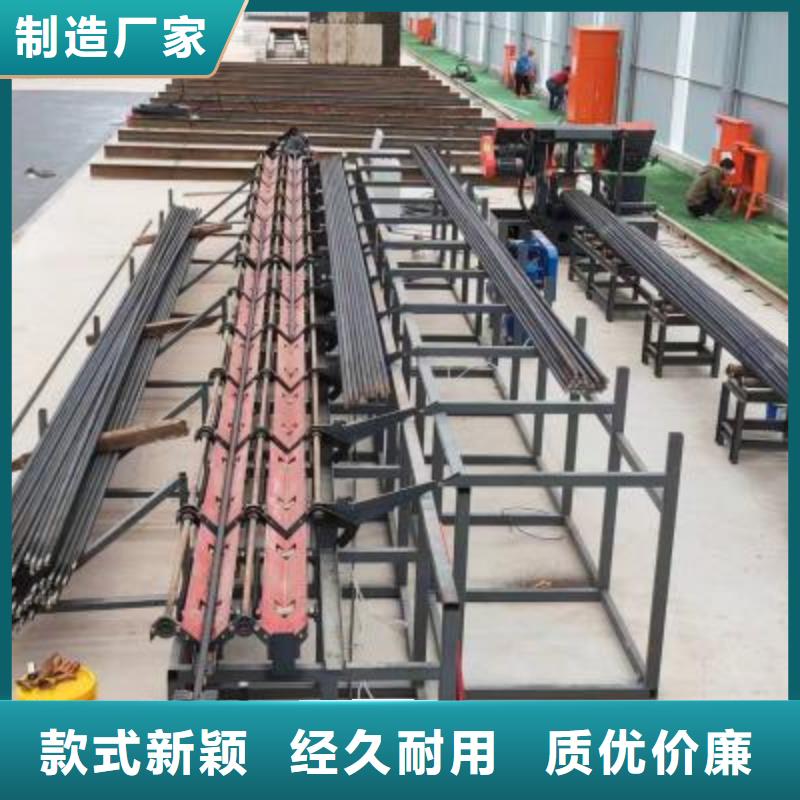
一、直条钢筋端头铣平机简介与用途该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成铣平等多种工序,适合于多品种、大批量钢筋铣平头的生产,对复杂、钢筋端头的加工更能显示其优越性。二、XG32数控钢筋平头机钢筋端面削平机主要结构特点1、底座、滑座、工作台、立柱、主轴箱等主要基础件采用高刚性的铸铁结构,保证了基础件的高刚性和抗弯减震性能;基础件采用树脂砂造型并经过时效处理,确保长期使用的精度性,为机床性能的可靠性提供了保障。2、X、Y向导轨均为专业导轨,导轨面无进给的阻力,无低速爬行现象,机床精度寿命;3、X、Y三个方向进给采用知名的高精度度滚珠丝杠,进给速度高,机床的定位精度高;4、X、Y方向导轨、丝杠都采用密闭防护,保证丝杠及导轨的清洁,确保机床的传动及运动精度;5、机床外防护采用结构设计,可靠;可选用半防护结构。6、机床操作采用人体工程学原理设计,操作方便;8、 机床配套国内外知名品牌数控,功能齐全、操作简便,精度、可靠;三、TH32直螺纹钢筋端头打磨机(铣平机)主要技术参数
