您的位置>首页 >四川本地产品推荐News >
【绗磨管】缸筒追求品质
发布时间: 2024-08-07 08:10:10 浏览次数:16
以下是:【绗磨管】缸筒追求品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸机械加工 |
|---|
| 是否进口 | 否 |
|---|
以下是:【绗磨管】缸筒追求品质的图文视频
导读 【绗磨管】缸筒追求品质_四川省九冶管业有限公司,固定电话:17706353138,移动电话:18906359513,联系人:高经理,QQ:3573482096,开发区丁快工业园发货到四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 发货到 四川省。 四川省 四川省,简称“川”或“蜀”,是中华人民共和国省级行政区、中国道教发源地、古蜀文明发祥地、全世界最早的纸币“交子”出现地。位于中国西南地区内陆,地处长江上游,素有“天府之国”的美誉。省会成都。四川盐业文化,酒文化源远流长;三国文化,红军文化,巴人文化精彩纷呈。介于北纬26°03′~34°19′,东经97°21′~108°12′之间,与重庆、贵州、云南、西藏、青海、甘肃和陕西等7省(自治区、直辖市)接壤。四川省总面积48.6万平方千米,辖21个地级行政区,其中18个地级市、3个自治州。共55个市辖区、19个县级市,105个县,4个自治县,合计183个县级区划。街道459个、镇2016个、乡626个,合计3101个乡级区划。2022年末,四川省常住人口8374万人,常住人口城镇化率58.35%。
如果你想要更深入地了解我们的【绗磨管】缸筒追求品质产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:【绗磨管】缸筒追求品质的图文介绍
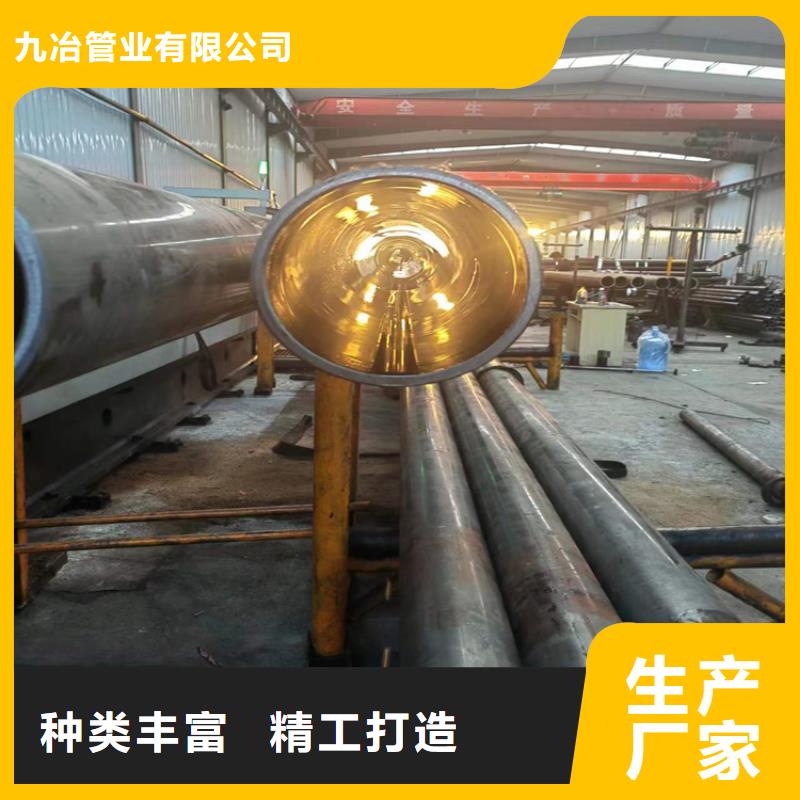
四川九冶管业有限公司是 研磨管协会会员单位。本公司专业从事 研磨管的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 研磨管产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。


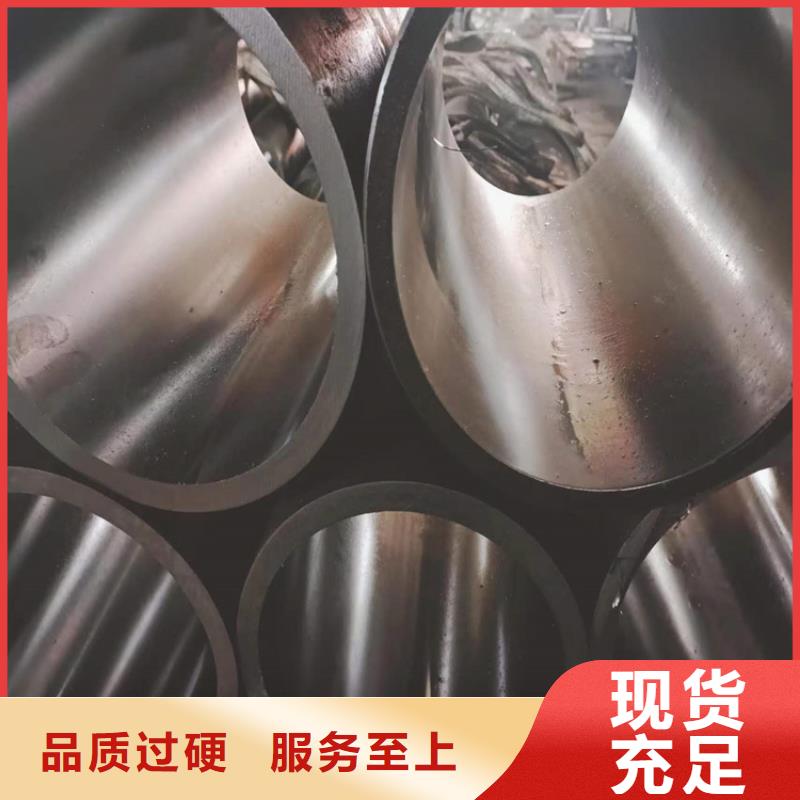
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。


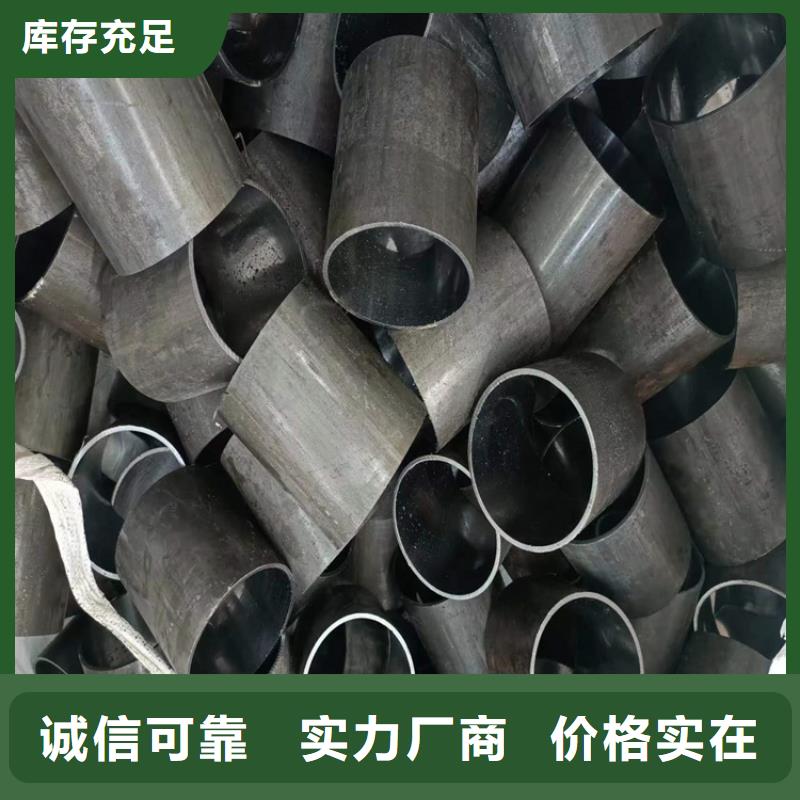
应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。




总结 在四川省采购【绗磨管】缸筒追求品质请认准四川省九冶管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-17706353138,QQ:3573482096,地址:开发区丁快工业园)。