您的位置>首页 >梅州当地行业新闻 >
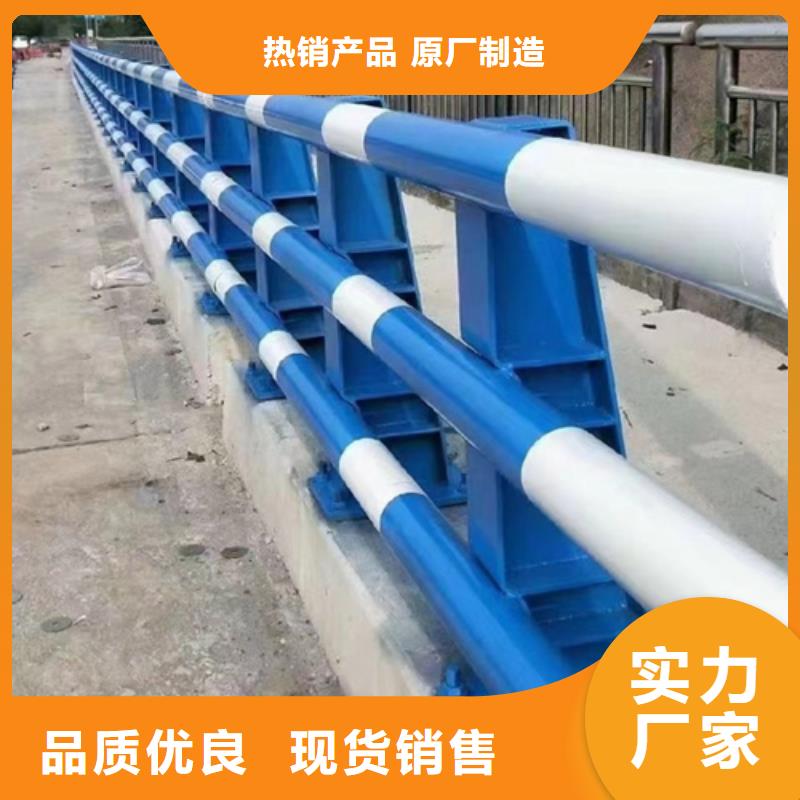
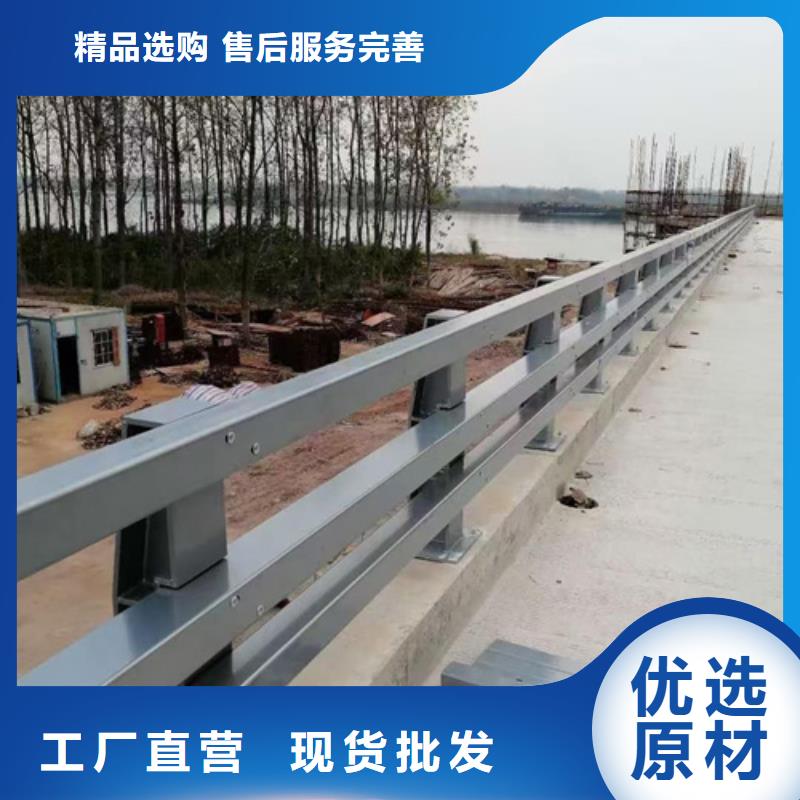
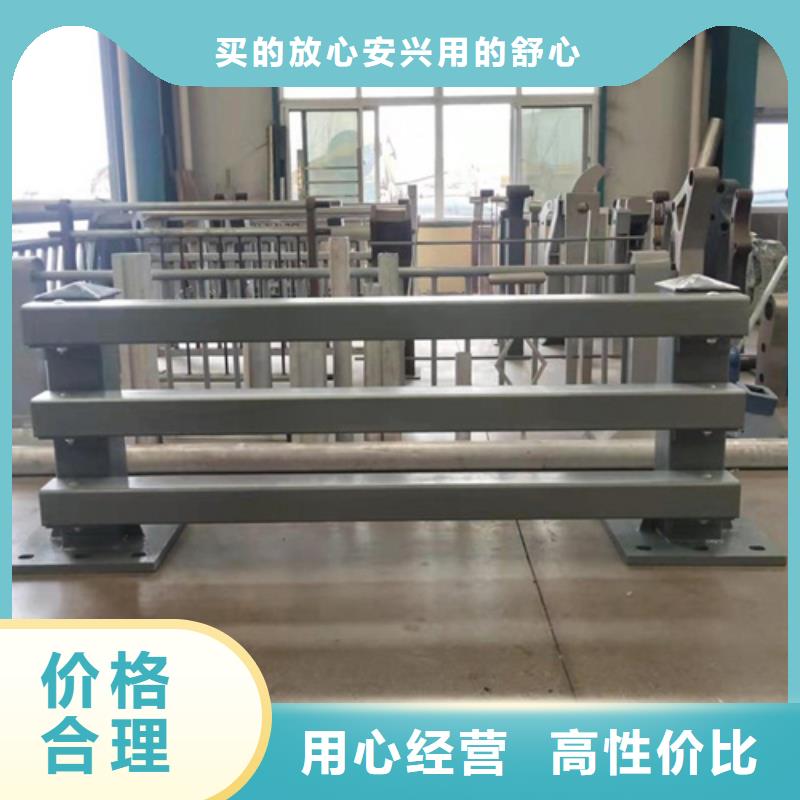
五华304复合管桥梁护栏厂家绿洲金属
发布时间: 2024-08-09 02:40:55 浏览次数:1
以下是:五华304复合管桥梁护栏厂家绿洲金属的产品参数
| 产品参数 |
|---|
| 产品价格 | 185/米 |
|---|
| 发货期限 | 3-5天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 50 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 复合管 不锈钢 铝合金等 |
|---|
| 产品品牌 | 聊城绿洲金属 |
|---|
| 产品规格 | 按图纸要求 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 白 蓝 红 灰等 |
|---|
| 适用领域 | 桥梁 河道 道路 景区防护等 |
|---|
以下是:五华304复合管桥梁护栏厂家绿洲金属的图文视频
导读 您是想要在广东省梅州市采购高质量的五华304复合管桥梁护栏厂家绿洲金属产品吗?广东省梅州市绿洲金属科技有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的五华304复合管桥梁护栏厂家绿洲金属产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:夏经理-13181093766,QQ:279971308,地址:《经济技术开发区华建一街区10号办公楼605发货到广东省 梅州市 梅江区、梅县区、大埔县、丰顺县、五华县、平远县、蕉岭县、兴宁市》。 广东省,梅州市 梅州市是国家历史文化名城、国家生态文明先行示范区、国家级文化生态保护区、东亚文化之都、中国优秀旅游城市、国家园林城市、国家卫生城市、国家森林城市,是著名的文化之乡、华侨之乡、足球之乡、将军之乡、长寿之乡、金柚之乡、温泉之乡、客家菜之乡、平安之乡。梅州市是闽粤赣边区域性中心城市、全国生态文明建设试验区、广东绿色崛起先行区和文化旅游特色区、沿海经济开放区、海峡西岸经济区城市之一。2022年,梅州实现地区生产总值1318.21亿元,比上年增长0.5%。
总结 今年在广东省梅州市购买五华304复合管桥梁护栏厂家绿洲金属有了新选择,广东省梅州市绿洲金属科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的五华304复合管桥梁护栏厂家绿洲金属产品。如需购买或咨询,请随时联系我们,联系人:夏经理-13181093766,QQ:279971308,地址:经济技术开发区华建一街区10号办公楼605。





 不锈钢复合管桥梁护栏焊接工艺
先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。
1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。
2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。
3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。
4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。
5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。
6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。
不锈钢复合管桥梁护栏焊接工艺
先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。
1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。
2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。
3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。
4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。
5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。
6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。



 梅州五华304复合管桥梁护栏厂家绿洲金属
梅州五华304复合管桥梁护栏厂家绿洲金属