



以下是我们上传的无缝管【大口径无缝钢管】多种规格供您选择实拍视频,您可以点击观看。
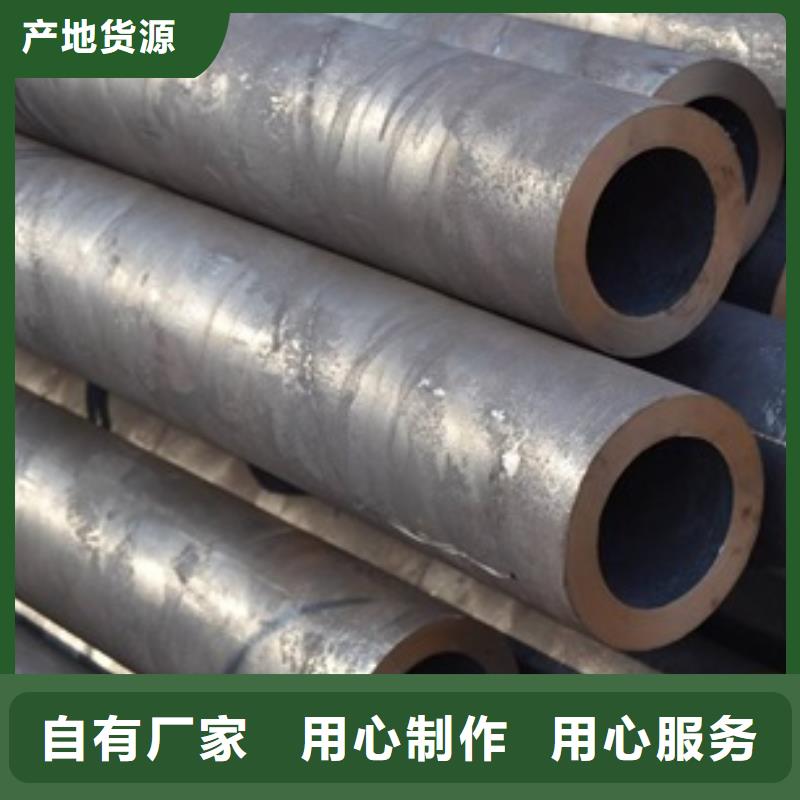
以下是:无缝管【大口径无缝钢管】多种规格供您选择的图文介绍


大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



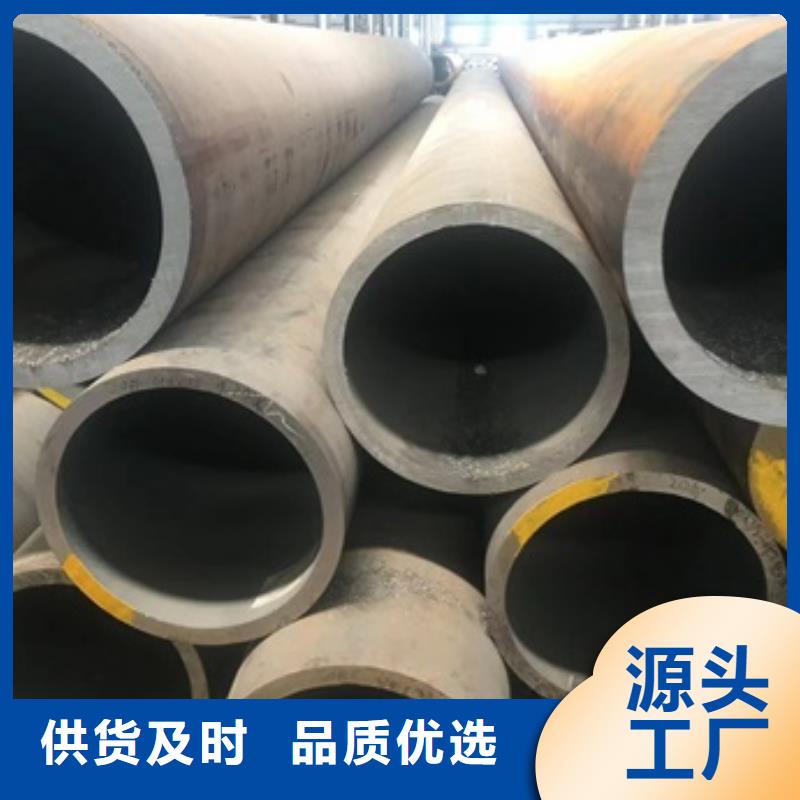
无缝钢管生产工艺都是比较丰富的,一般是按照相应的步骤进行加工和生产的: 热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库 冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。


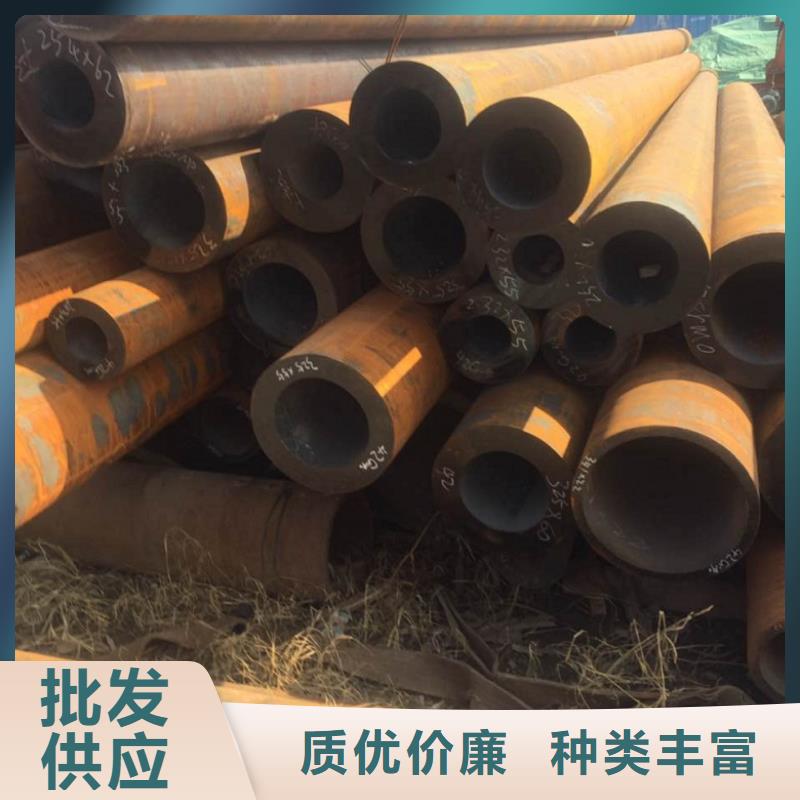
钻探用管要深入到几千米地层深度工作,工作条件极为复杂,钻杆承受拉、压、弯曲、扭转和不均衡冲击载荷等应力作用,还要受到泥浆、岩石磨损,因此,要求管材必须具有足够的强度、硬度、耐磨性和冲击韧性,钢管用钢用“dz”(地质的汉语拼音字头)加数字一代表钢屈服点表示,常用的钢号有dz45的45mnb、50mn;dz50的40mn2、40mn2si;dz55的40mn2mo、40mnvb;dz60的40mnmob、dz65的27mnmovb。钢管都以热处理状态交货。 石油裂化管:用于石油炼厂的炉管、热交换器管和管道用无缝管。常用优质碳素钢(10、20)、合金钢(12crmo、15crmo)、耐热钢(12cr2mo、15cr5mo)、不锈钢(1cr18ni9、1cr18ni9ti)制造。钢管除得证化学成分和各种机械性能外,还要保证水压、压扁、扩口等试验,及表面质量和无损检验。钢管在热处理状态下交货。 不锈钢管:用各种不锈钢热轧,冷轧的不锈钢管,广泛应用于石油、化工设备管道和各种用途的不锈钢结构零件,除应保证化学成分和机械性能,凡用作承受流体压力的钢管要保证水压试验合格。各种专用钢管要按规定保证条件。



我们坚持以优质产品为理念,坚持以产品品质为先,致力为市场和客户提供优质 厚壁无缝钢管产品。客户满意是我们的追求,实体厂家,现货供应,加工定制。层层规格,库存充足,,售后无忧,24小时专注售后服务,为您解答疑惑,品质可靠现货当天发货。

