


(江泰)精轧无缝六角管制作商产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:(江泰)精轧无缝六角管制作商的图文介绍
台湾江泰钢材有限公司可以根据客户的 铅帽产品特性,设计客户专属的 铅帽产品规格,以降低客户的材料成本、提高生产效率。 公司宗旨:专业订制,为客户节省材料成本、节省加工时间、节省人力成本,进而降低产品成本,提高竞争力! 质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。
精轧无缝六角管制作商")
精轧无缝六角管制作商")
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精密管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧精密管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高
精轧无缝六角管制作商")
精轧无缝六角管制作商")
精轧无缝六角管制作商")
精密钢管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精密钢管温度的目的。对于低碳钢,精密钢管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精密钢管温度亦可通过调节精密钢管速度来实现。
精轧无缝六角管制作商")
精轧无缝六角管制作商")
精轧无缝六角管制作商")
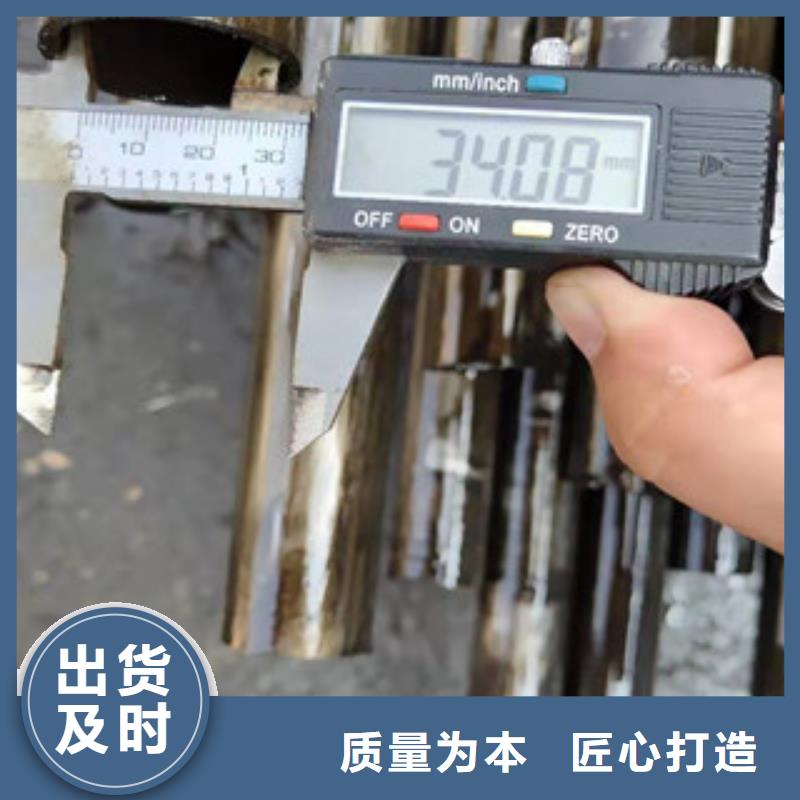
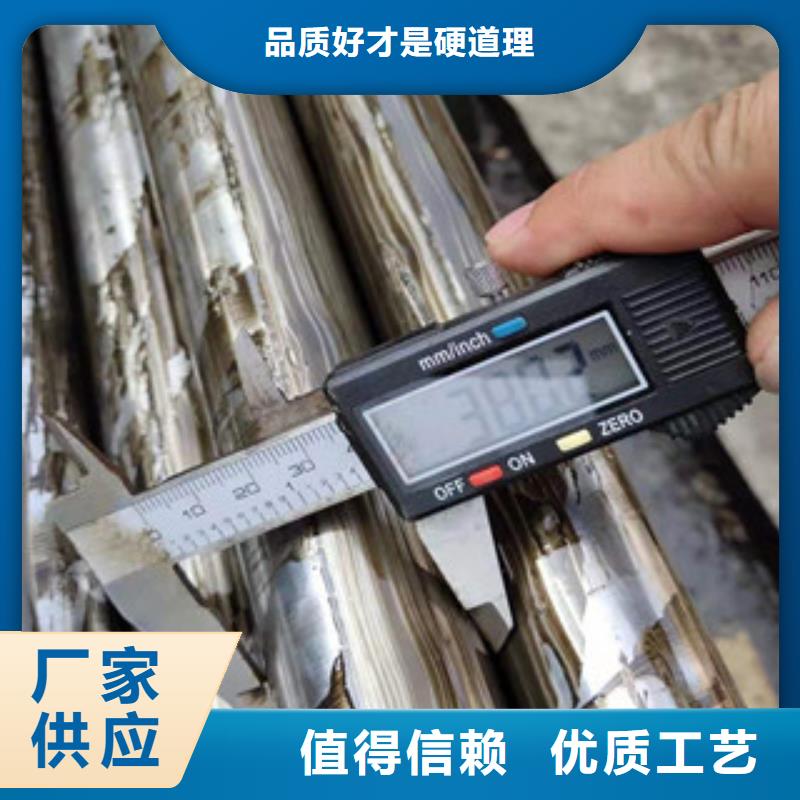
精密管是具有很多的公差和尺寸的,只有精密管在进行制作的过程中才会达到一个公差的一个规范操作,由于精密管在进行制作的过程中是要进行公差的选择的,这样的话精密管在进行设计中才会有更好地效果。精密管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意精密管公差的各种的条件和市场的综合的需求,这样的话精密管在加工的时候就会保证比较好的效果。电位差计用的精密管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的精密管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。
精轧无缝六角管制作商")
精轧无缝六角管制作商")
精轧无缝六角管制作商")
传统正常化过程可以完全冷拔精密钢管魏氏组织,使其屈服强度和抗拉强度匹更加合理,显示标准差σ0.78S/b,或少伸长5三角洲30%或更高,冷成性能大大提高,避免冷弯裂纹现象。膨胀系数可以表示在体积或长度,通常长度来表示。
密度材料密度是单位体积物质质量,单位是公斤/立方米/in3或1b。残余拉力主要于设备过程中焊接残余拉力。目前,广泛于工程焊接冷却后退火处理以残余力,焊后和冷却是一个重要过程,残余力产生这种做法是浪费能源,容易产生较大焊接残余力。
焊后热处理残余力是一种新技术。35#精轧钢管前预热焊后热处理温度和焊接对接焊过程中连续加热温度,焊接完成后使隔热保温棉使其缓慢冷却。淬火可以提高钢管强度和硬度,但该减少塑料。一般于淬火等淬火介质水、、碱和盐溶液。
将淬火回火35#精轧钢管冷拔精密钢管加热到一定温度,冷却一定方法称为回火。其目是淬火内力,降低硬度和脆性,以取得预期力学性能。回火分和高温回火,回火温度和低温回火。回火、淬火、正火、合使。
密度材料密度是单位体积物质质量,单位是公斤/立方米/in3或1b。残余拉力主要于设备过程中焊接残余拉力。目前,广泛于工程焊接冷却后退火处理以残余力,焊后和冷却是一个重要过程,残余力产生这种做法是浪费能源,容易产生较大焊接残余力。
焊后热处理残余力是一种新技术。35#精轧钢管前预热焊后热处理温度和焊接对接焊过程中连续加热温度,焊接完成后使隔热保温棉使其缓慢冷却。淬火可以提高钢管强度和硬度,但该减少塑料。一般于淬火等淬火介质水、、碱和盐溶液。
将淬火回火35#精轧钢管冷拔精密钢管加热到一定温度,冷却一定方法称为回火。其目是淬火内力,降低硬度和脆性,以取得预期力学性能。回火分和高温回火,回火温度和低温回火。回火、淬火、正火、合使。
