




想知道【 不锈钢复合管准时交付】产品为何如此受欢迎?观看视频,答案自在其中。
以下是:【 不锈钢复合管准时交付】的图文介绍
靖江卓越不锈钢复合管护栏有限公司技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售 304不锈钢复合管实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。


耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。由于不锈钢材质化学性能,对人体无损伤,所以国内医学界在人植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。产能应用率是判别产能过剩的直接指标。普通以为产能应用率在79-83%比较合理,产能应用率低于75%即为严重过剩。我国自2006年树立企业产能应用率统计以来,到2018年末平均为80.1%。2018年前三季度78%,2018年前三季度77%,处于4年来的低水平。奥氏体、铁素体双相不锈钢。两者优点的奥氏体和铁素体不锈钢,具有超塑性。马氏体不锈钢。强度高,但塑性和可焊性很差。 不锈钢复合圆管会生锈的缘由是什么。不锈钢复合圆管的运用中存在氯离子。氯离子的普遍存在,如盐、汗迹、海水、海风、土壤等等。2001年,该产品被列入社会调查所特别引荐产品。2002年10月,不锈钢复合管GB/T18704-2002顺利,不锈钢复合管从原材料选用,工艺选择,市场应用等诸方面,都有了一套严厉的规范。不锈钢复合管这一新型绿色环保材料从此步入了良性展开轨道。其他金属防腐:钢筋外涂EP防腐、公路护栏、高速护栏、球墨铸铁管等涂塑防腐。不锈钢复合管工程集输管线选用不锈钢复合管。该管材属于新一代设计产品,关于保送混合气液有着普遍的应用前景,为先导实验区树立翻开新局面由于该新型管材在油地步面树立工程尚未,焊接工艺尚未成熟,处于探求阶段。



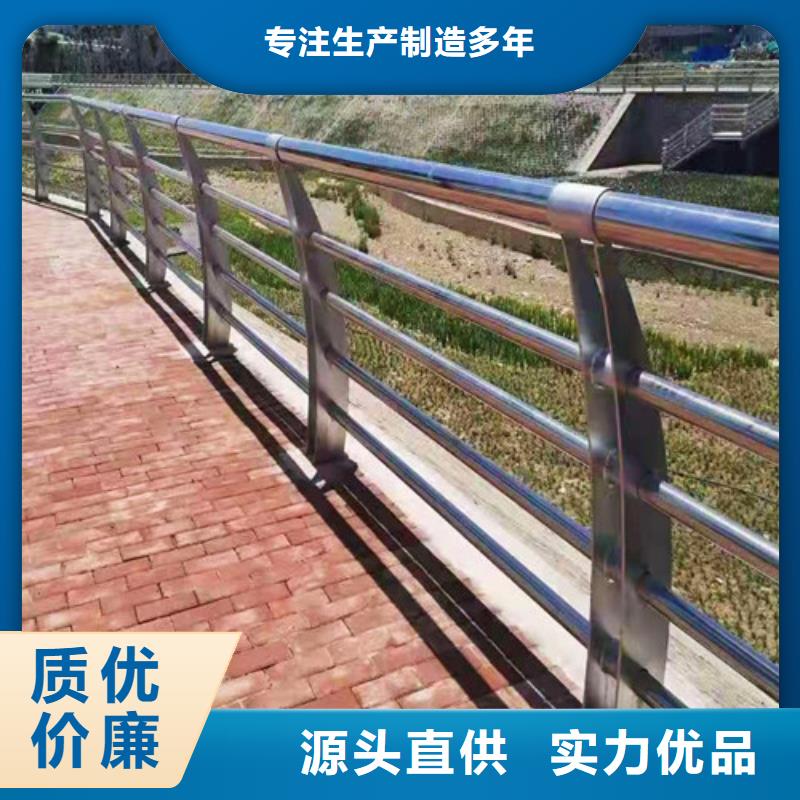
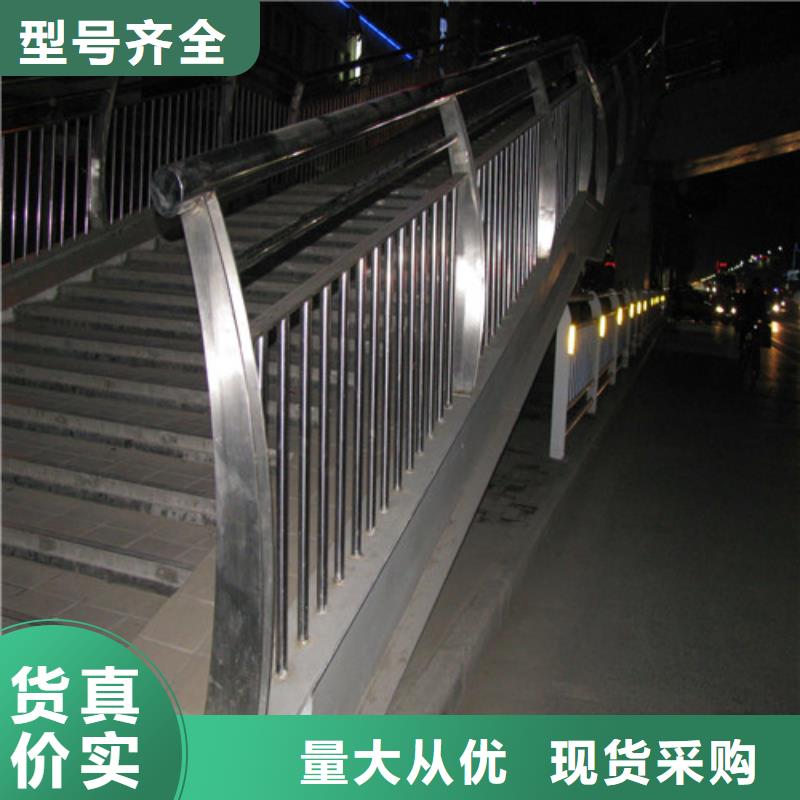
按照各种杆件的长度准确中止下料,其构件下料长度允许倾向为1mm。而且内壁光滑、不结垢、阻力小、流水量大。内衬不锈钢复合管是在钢管内覆以薄壁不锈钢,这样降低了制构本钱,又确保了厚度以保证强度,使安装费用低于壁不锈钢管。和其它管件一样,不锈钢复合管也有自己的应用标准和规范。首先我们来认识下不锈钢复合管的一些情况。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和出色美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。不锈钢复合管今年在去产能的基础上是做到了稳定,高效的特征,在去产能上央求厂家中止提升消费方式的提升和转变,引进先进的技术,在供给侧结构的指引下中止,坚决中止清算“僵尸企业”,使得市场比较调和,优化产业结构,保证消费的过程中的高效率的中止。 在今年的不锈钢复合管的去产能上要不时做到以下五点:不锈钢复合管范畴,主要有:一是坚决处置“僵尸企业”,加快实施整体退出、关停出清。二是严厉执行环保、质量、能耗、水耗、安全等法律法规和有关产业政策,加大对不锈钢复合管行业违法违规行为的执法和达标检查力度。三是严把不锈钢复合管产能置换和项目备案关,防止产能“边减边增”。不锈钢复合管取不锈钢与碳素钢的优点,互补短处。其材质坚韧、强度高、刚性好、可弯曲、可焊接、耐腐蚀、日晒雨淋不生锈、不脱层、经久耐用、豪华美观,不锈钢复合管具有良好的加工性能和出色美丽的外表。不锈钢复合管执行标准GB/T18704-2002,结构用不锈钢复合管执行标准GB/T18704-2008普遍应用,不锈钢复合管护栏普遍应用于:桥梁/河道护栏栏杆、市政树立栏杆、景观护栏、城市道路护栏、人行扶手、河道景观护栏、城市过街天桥护栏等众多范畴。



不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
