





我们精心制作的钢筋锯切套丝生产线采购价格产品视频已经准备就绪,探寻钢筋锯切套丝生产线采购价格产品背后的故事,视频带你走进精彩世界!
以下是:钢筋锯切套丝生产线采购价格的图文介绍
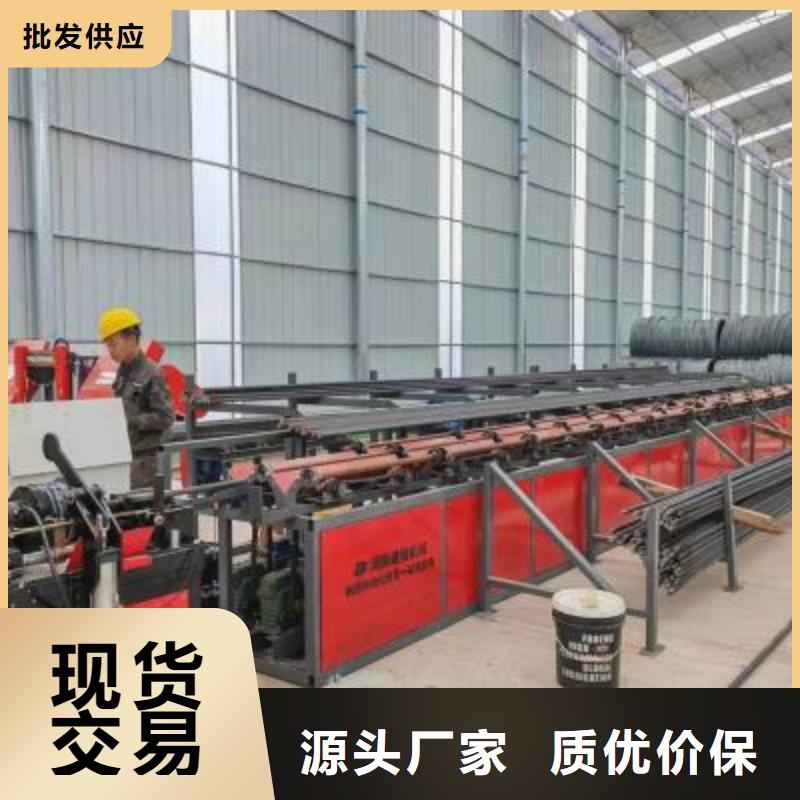
产品优势图


数控钢筋锯切套丝生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。而且可以运用市场上的左牙圆板牙制作左旋螺纹。制作出来的螺纹标准。螺纹一次成型,速度快。(因为圆板牙本身就是通用的标准件).套丝过程中,工件不转,板牙转。所以再长的工件也能制作螺纹。



锯带呈直线断裂 1、张力太小或太大
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件
2、锯带线速度太快
3、导向机构磨损
4、锯带与法兰严重磨损
5、选带不当
6、进给太大
7、冷却不当
8、开机时锯带直接与工件接触
9、导向块夹得太紧
10、工件夹紧不当
11、后导轮磨损太大
12、锯刃刃底发生龟裂
13、锯刃刃背发生龟裂
14、锯刃分齿单面严重磨损 1、正确调整张力
2、调节锯带线速度减小锯带负荷
3、检验导向机构,及时更换磨损工件
4、调整锯轮到正常工作位置
5、根据工件截面几何形状选择锯带
6、适度减小进给量
7、选择正确的切削液
8、开机前锯带与工件必须保持一定距离
9、适当减小导向块夹紧力
10、调整虎钳的夹紧力
11、更换后导轮
12、尽量使可动导向臂靠近工件
13、更换磨损过大的后滚轮
14、将松弛和歪斜的锯带导向片牢固固定在正确位置
锯带呈不规则断裂 1、锯带在安装时扭曲过大
2、工件松动 1、调整锯床
2、调整虎钳夹紧工件

产品案例

公司实力

选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时
、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求:

贵州建贸机械 有限公司本着“【数控弯箍机】品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的【数控弯箍机】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!

