


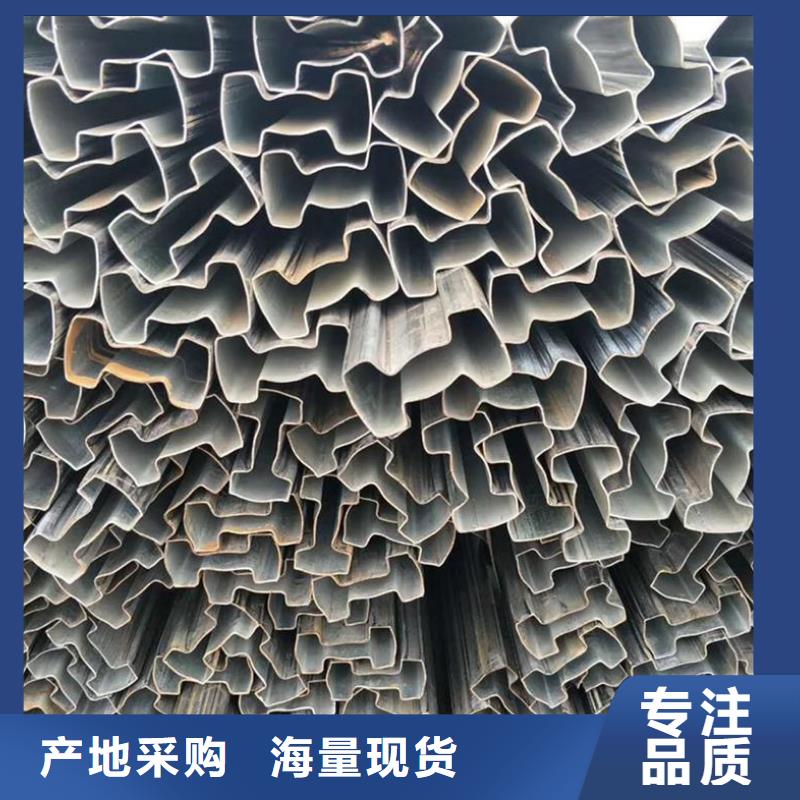
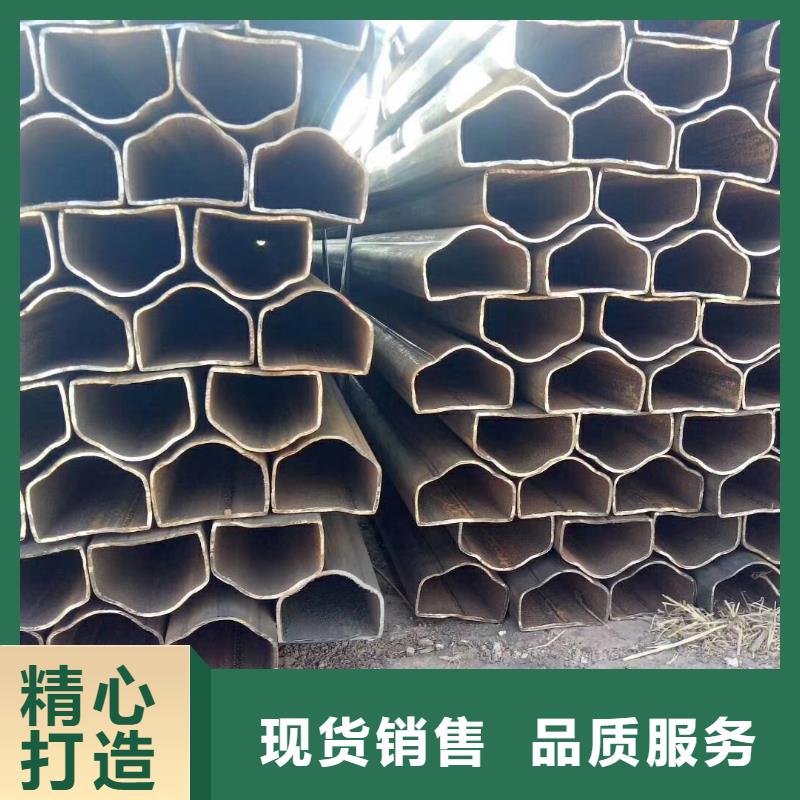

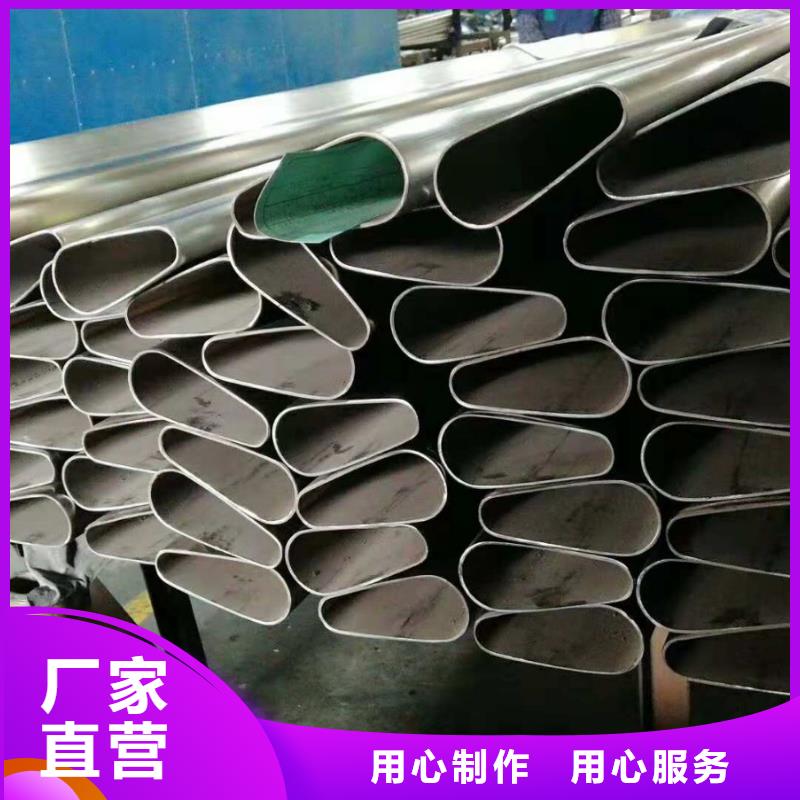
别再等待了,仅仅一分钟,就能通过我们的【异型管无缝方管产品实拍】产品视频探索到无数令人心动的细节和亮点。
以下是:【异型管无缝方管产品实拍】的图文介绍



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。



由于试样凸起部分的薄膜厚度要比凹陷处薄,异型管以至于凸出部分的薄膜对电解液的扩散作用比较剧烈。由于该处薄膜薄,电流密度大,电阻也较小,加之对电解液的扩散作用强烈,故能迅速被电解作用溶解掉,使凸起部分逐渐变得平坦,形成光滑的表面。
异型管作为阳极接直流电源的正极,用不锈钢、铅等耐电解液腐蚀的导电材料作为阴极,接直流电源的负极。两者相距一定距离浸入电解液中,在一定电压、温度和电流密度下,通电一定的时间,表面上的微小凸起部分便首先溶解,而逐渐变成平滑光亮的表面从而达到表面光亮度增大的效果。
在化学抛光中不锈钢异型钢管表面的抛光是在适当的化学抛光液中经化学侵蚀形成的。异型管表面上微观凸起部分的磷酸盐转化膜较薄在化学抛光液中的溶解速率比微观凹下部分要大得多,从而逐渐被整平而获得平滑光亮的表面,达到抛光目的。


赣州乐道精密钢管厂家一直以来奉行“ 方管大口径货真价实,价格低廉,”杜绝销售假冒伪劣 方管大口径产品,不欺瞒客户,诚信对待客户,真正做到为客户考虑,出谋划策.提供参考意见,并以诚信待客,多年来在赣州周边地区赢得众多客户。



异型管(Steel pipe)生产技术的发展开始于自行车制造业的兴起、19 世纪初期石油的开发、两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着异型管工业在品种、产量和质量上的发展。异型管:用拉拔机冷拉出来精制无缝不锈异型管;异型管 :用冷扎钢机冷扎出来异型管(精度:没有冷拉高、异型管:要生锈)。冷轧精密无缝异型管(GB3639-2000)是用于精密机械结构、液压设备或钢筋套筒的尺寸精度高和表面光洁度好的一种无缝异型管。
异型管成型的方式,也就是异型八角钢管成型的弯曲。异型八角钢管弯曲分为两种,一种异型八角钢管的弯曲,异型八角钢管钢管变薄,真正的弯曲使得异型八角钢管弯曲,在异型八角钢管型钢管的长度方向的弯曲生产异型八角钢管厂家方式,两种基本方式矩形管生产方形和异型钢管成型,根据不同产品的需求,选择合适的工艺配置。需要注意的是,当拉伸和压缩,对产品质量的印象,或导致的方矩形管变形。真正厂家销量弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型八角钢管的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,和金属含量将因为拉伸减薄。空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以钢管出货一般,压缩或增稠效果。
