
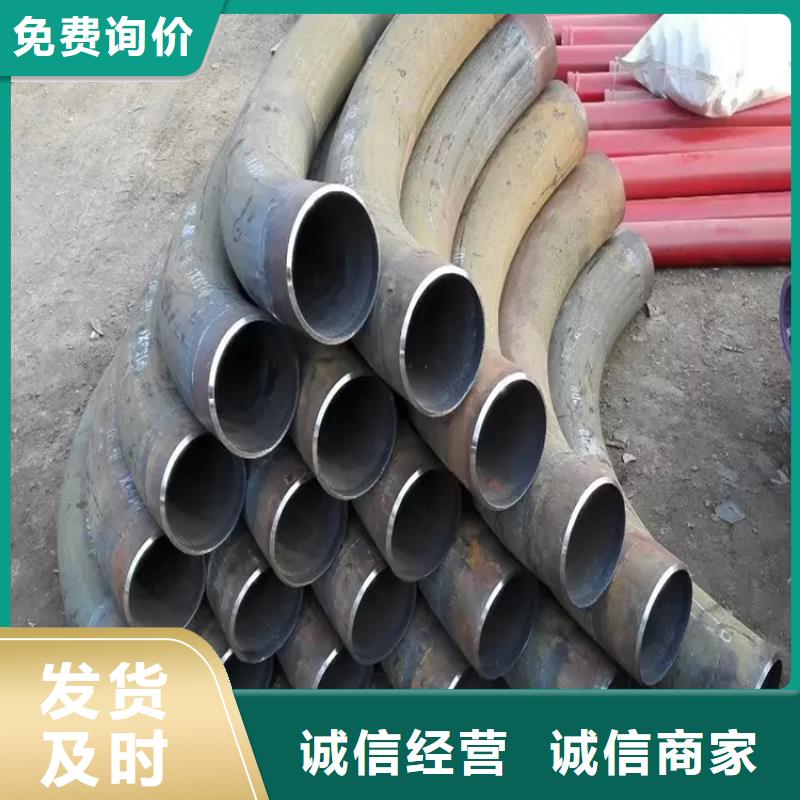





弯管-H型钢拉弯厂家产品细节参数产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:弯管-H型钢拉弯厂家产品细节参数的图文介绍
黑龙江航萧管件不断创新的企业文化培养了一支优秀的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到提升。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 中频弯管产品及服务,为顾客创造价值,为社会进步做出贡献。


弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机. 弯管弯曲方法加工怎样完成的 在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。 目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。 如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。 在加工弯头时,对弯曲有一定的要求。 并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。 现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。



全自动弯管机不可以长时间处在运行状态 在工地应用全自动弯管机的时候一般是会有专人照看的,若是需要处理的建筑钢筋比较多,肯定是有专门的工作人员来安排工作的。要一直不停地将建筑钢筋自机器右边拉到设备孔里面,把弯折的建筑钢筋处理成直的,再把处理好的建筑钢筋,放至弯管机的实际操作台子上,生产加工成箍筋,等候起吊机把它们运往工程建筑的新楼盘上。建筑钢筋的矫直、模具制作部分一般是规模比较大的一项工作,若是建筑钢筋的需要量多,每日都得处理上千个成品。 在这样的条件下,全自动弯管机的运行就可能会出现过载。实际上一般来说的话是不容易出现这样的状况的,但如果是二十四小时启动运行,那肯定什么机器都是吃不消的,因此平常在实际操作的时候,员工在歇息的时候,也留意要让机器“缓冲”一下,否则一旦出现问题就因小失大了。 那以上就是全自动弯管机的一些内容了,大家可以了解一下



弯管机芯棒的作用以及使用说明 当小型弯管机芯棒远离切点而处于靠后的位置,将不能在弯的外侧充沛拉伸资料,因而芯棒的位置回惹起很大的回弹,有可能使完整角度变小也有可能增大半径,若是半径变大,可向切点推进。调整芯棒的设置。要是管材不断断裂,则阐明资料真实太硬,太硬的资料是不能充沛拉伸的,可运用才完整退火的管材来处理问题。 所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。回弹受压模位置和压力的影响才有不一样的半径。 小型弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。



全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够提升这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!
