


不锈钢无缝管六角管焊接细节,您准备需要注意哪些吗? 以前的焊接方法是锻造金属焊接,这已经被铁匠使用了数百年。一些早的现 代焊接技术出现在19世纪末,先是电弧焊和氧燃料气焊,后是电阻焊。20世纪初, 随着一次和二次世界大战的爆发,不锈钢无缝管需要大量廉价可靠的军用设备连 接方法,推动了焊接技术的发展。如今,随着焊接机器人在工业应用中的广泛应 用,研究人员仍在深入研究焊接的本质,并不断开发新的焊接方法,进一步提高 焊接效果。


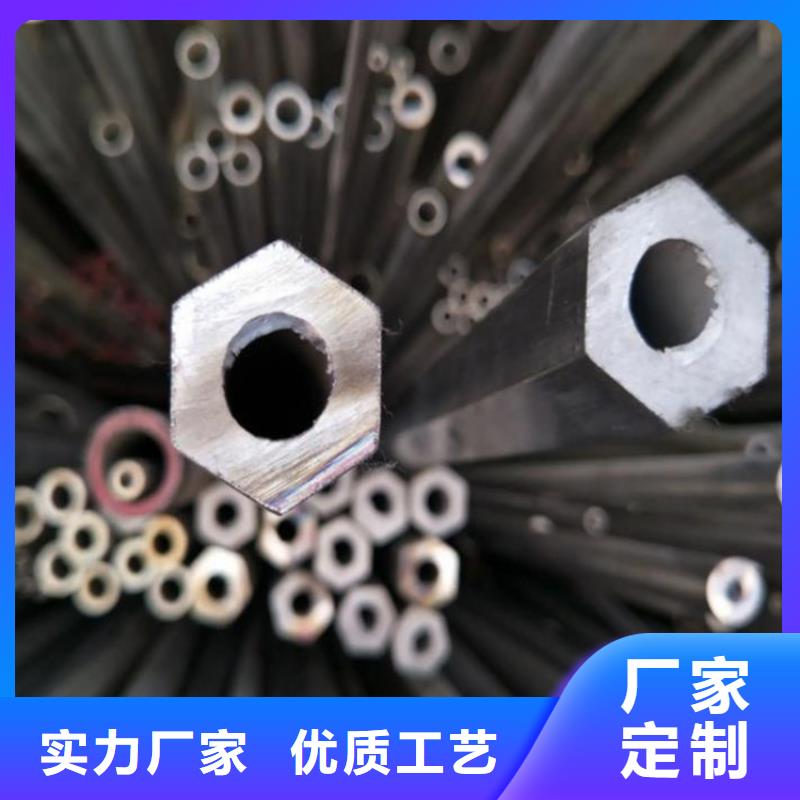
六角管因为酸洗钝化淬火等多种要素在生产过程上都会造成管身在竖向(即长短方位)上发生不一样水平的曲线图状,这一曲线图水平用数字表示出去即叫冷拔六角钢管弯折度或是六角管平行度。针对无缝钢管平行度这一规范,在一般液体运输用的管路中规定不高,可是假如冷拔六角钢管是采用生产加工工业设备处时,尤其是胶棍、后轴、转动轴等,则对平行度换句话说是弯折度的规定就高。因而众达钢管厂家在生产制造冷拔六角钢管另外尤其重视冷拔六角钢管平行度的检测。 冷拔六角钢管平行度(弯折度)的测算有二种: 一、冷拔六角钢管部分弯折度:即用长为一米的刻度尺靠量在无缝钢管的较大弯曲处,测其弦高(mm),即是部分弯折度标值,其企业为mm/m,表明方式 如2.5毫米/m。此类方式 也适用管端部弯折度。 二、冷拔六角钢管总长总弯折度:用一根轻绳,从管的两边绷紧,测量无缝钢管弯曲处较大弦高(mm),随后计算成长短(以米计)的百分比,即是无缝钢管长短方位的总长弯折度。
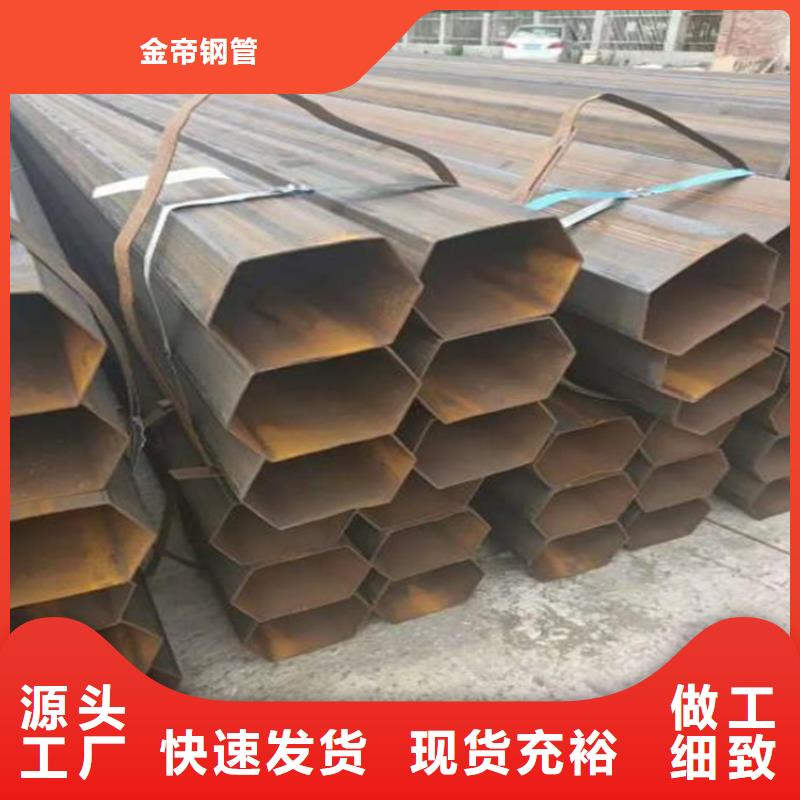
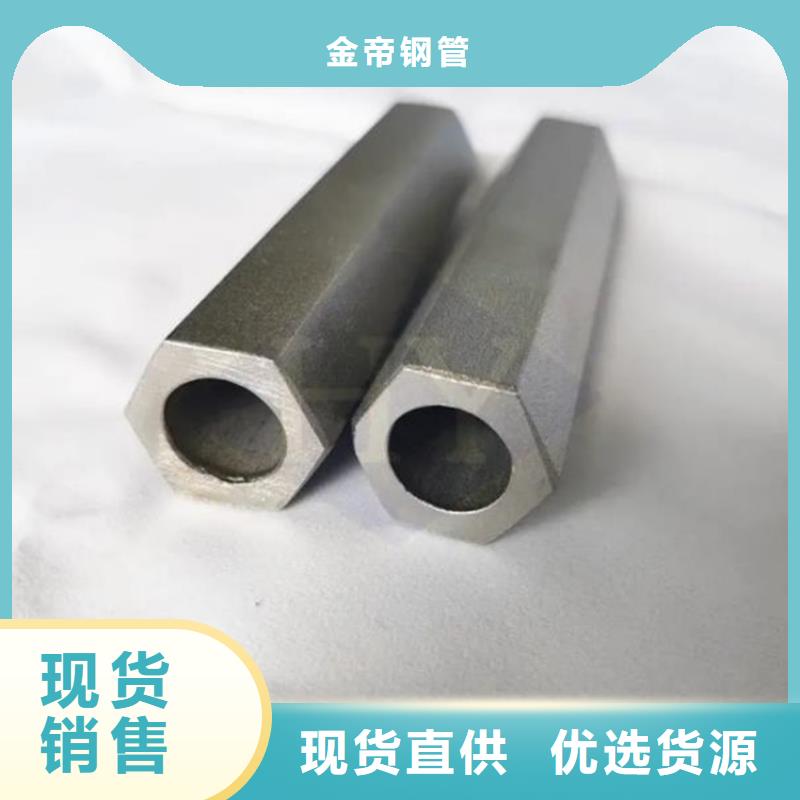
金帝钢管

六角管的规格限度和外型颜色,规格齐整,限度规范的,依据六角钢管的特性看来,一般好的不锈钢板材,表面沒有残渣,颜色一致。不锈钢板材的强度不一样,依据不锈钢板材的强度特性,来辨别,是否自身要求的不锈钢板材,品质上有哪些进出。 六角钢管在生产制造工作完成以后,是要求对其开展上漆工作的,上漆的过程也是要遵照一定的全过程的,不然会产生不好看不整平的状况,下边就来介绍一下上漆都有哪些全过程。 1、上漆:便是用面漆蘸了桶里的漆料后,铺在被涂物六角钢管表面。 2、开油:便是把铺在六角钢管表面的漆料马上打开,促进漆层拓展匀称。 3、理漆:用面漆偷偷地把铺展匀称的漆料理清,以解决掉六角钢管漆表面的固颗粒物及剩下的漆。 以上便是六角钢管上漆的全过程,在上漆的过程中应确保漆层匀称,从上至下,依次刷油漆。在刷油漆过程时要采用专用型的漆料开展刷涂,保障六角钢管不容易掉漆。

