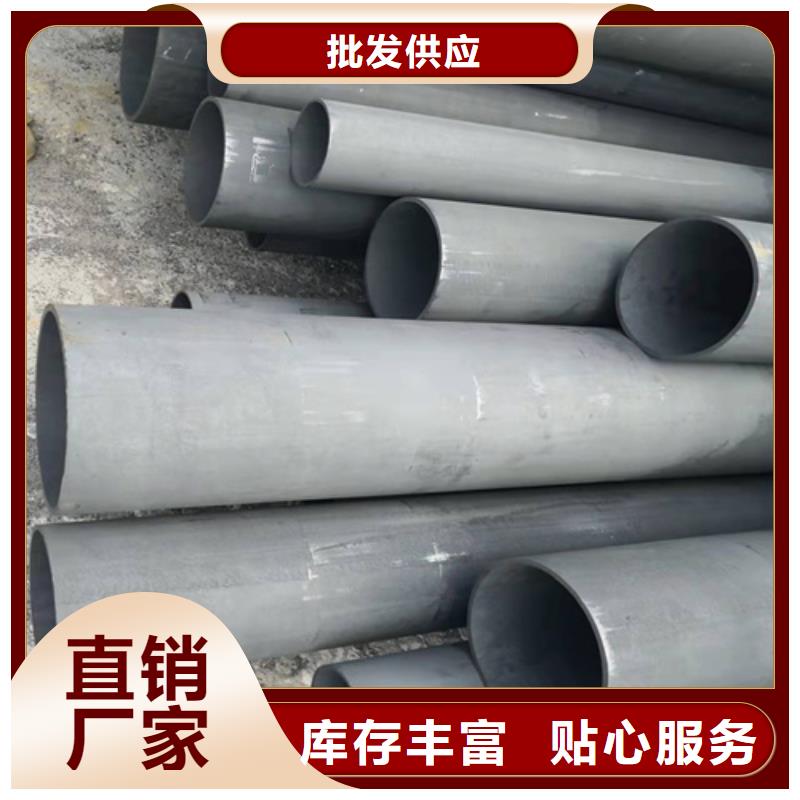

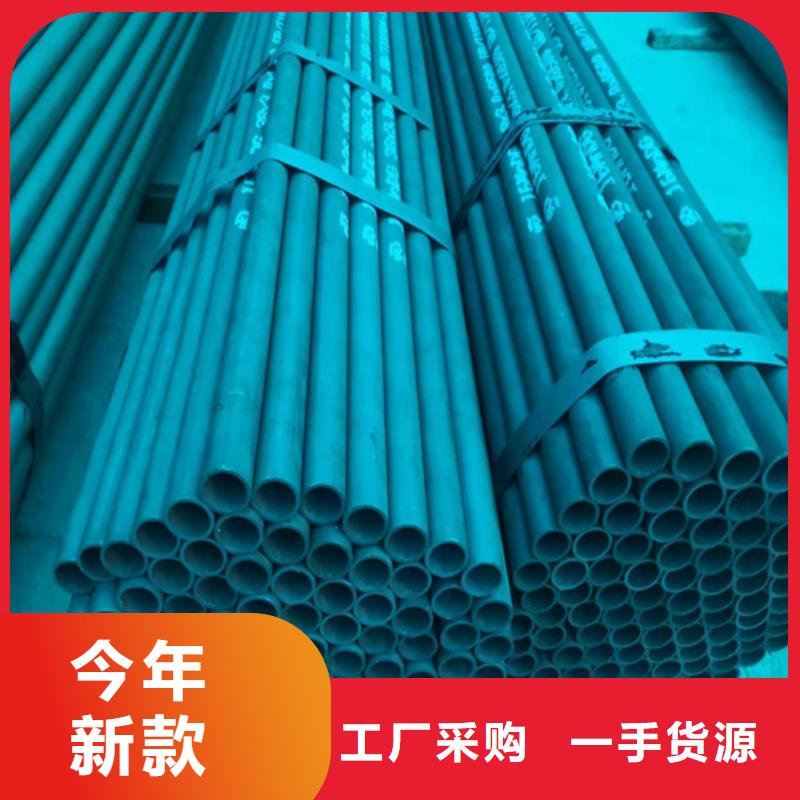
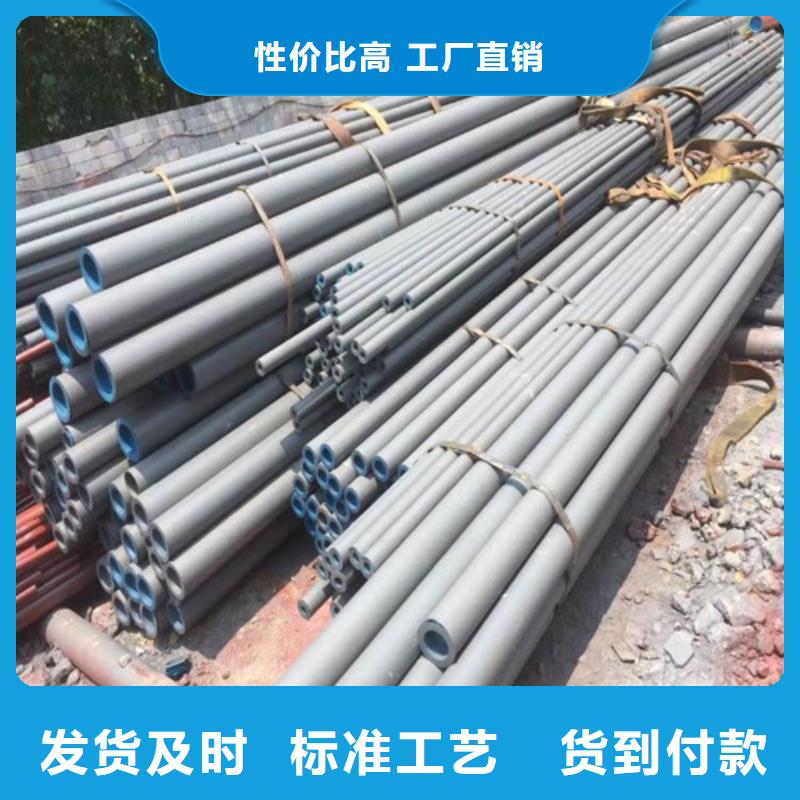




酸洗钝化无缝管适用于各种形状的钢铁件的除油酸洗钝化无缝管适用于各种形状的钢铁件的除油,除锈,磷化,钝化四合一综合处理,具有除油效果好,除锈速度快,酸洗无缝钢管酸洗磷化钢管酸洗钝化无缝钢管酸洗磷化无缝管防腐性能佳等特点,酸洗钝化无缝管适用于各种形状的钢铁件的除油酸洗钝化无缝管的几种处理方法酸洗钝化无缝钢管产品优点实现了多道工艺一步完成的目的,而且安全,无毒,易存储。
酸洗钝化无缝钢管厂在现阶段采用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉。针对这种情况,笔者在总结不锈钢前处理成功经验的基础上。
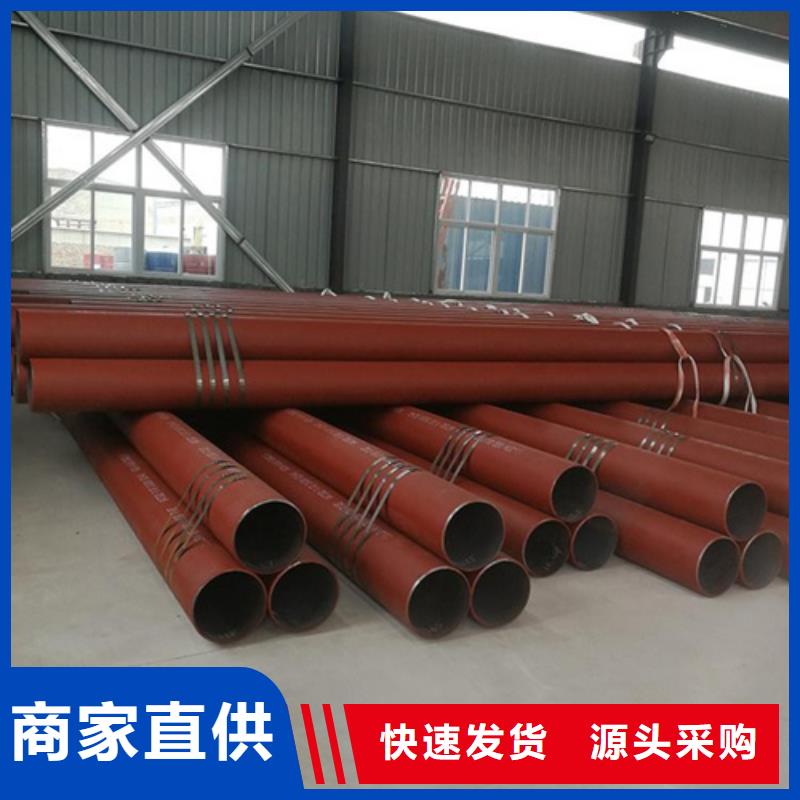
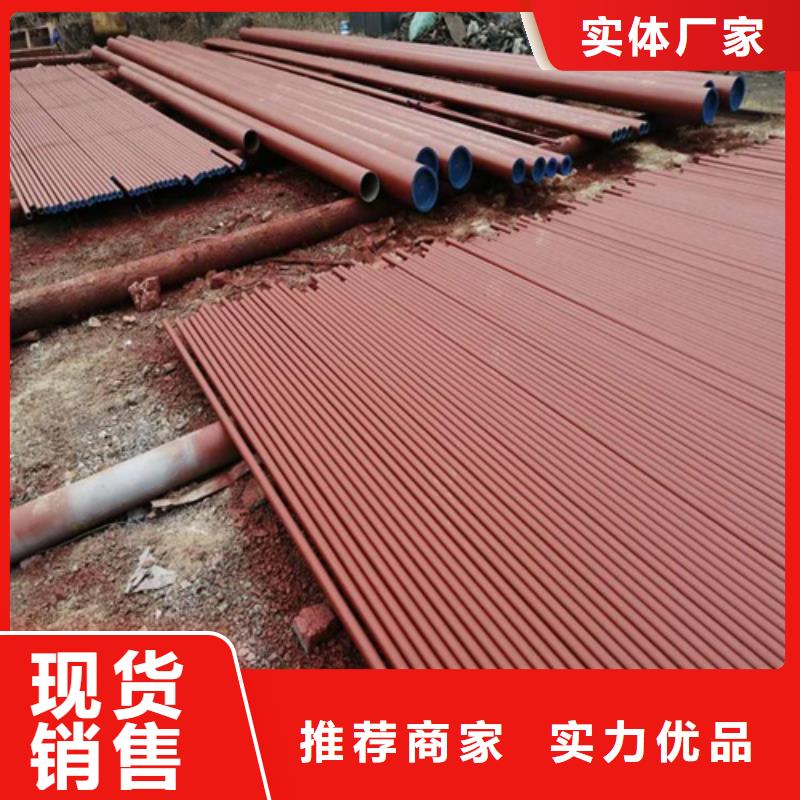
酸洗钝化无缝钢管脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。(2)水冲。压力为0.8MPa的洁净水冲干净。(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。(4)水冲。用压力为0.8MPa的洁净水冲干净。(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。(8)水冲。用压力为0.8MPa的净化水冲净为止。(9)快速干燥。用蒸汽、过热蒸汽或热风吹干(10)封管口。用塑料管堵或多层塑料布捆扎牢固。如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间
酸洗钝化无缝钢管1、酸洗工在工作前必须穿戴好劳动保护用品,在工作中认真检查工作现场有无障碍、吊带是否完好无损,确认完好后方可进行工作。酸洗主要采用盐酸酸洗,采用水来配制盐酸,盐酸含量为18~20%比较合适。酸洗工工作前首先了解酸的浓度、温度及本槽酸洗管的吨位。吊管时两根吊带要离开端头1.3米左右,防止吊弯钢管,造成镀锌管内漏;在往酸槽下管时,钢管要倾斜15°,先下自己站立的一端,防止喷酸伤人。钢管每次酸洗,重量在2~5吨为宜,时间5~15分钟。
