



以下是不锈钢管欢迎来电满足多种行业需求的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:不锈钢管欢迎来电满足多种行业需求的图文介绍

我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!河源博鑫轩金属制品有限公司是一家集研发生产销售 不锈钢焊管厂的企业,技术力量雄厚,先后引进了国外先进的技术,客户遍及全国各大中城市,通过10多年的经营,公司发展稳定,产品以高效、安全、环保、经济、无毒、可循环使用等特点得到客户认可 我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!


不锈钢焊管产业作为产能过剩典,已经进入到了拼成本、拼耐力生存竞争阶段。近几年来,不锈钢焊管板块盈利能力持续下降,目前低盈利能力并不是管理水平低所致,单纯地靠依靠内部挖潜已经不能带来多大成效。上半年,国内经济运行数据印证经济复苏势头仍然较弱,不锈钢焊管需求面临增速放缓压力。 近期可能台城镇化规划在短期可能也难以对不锈钢焊管需求产生直接拉动。不锈钢管厂,主要产201,304,316L、310S、904L、2205不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢方管,不锈钢管价格优惠,不锈钢管,牌不锈钢管,SUS装饰管,不锈钢椭圆管等现货齐全。 不锈钢装饰管来势汹汹价格上涨不锈钢装饰管钢铁行业需求周期也是地产周期,地产好转正是本钢价反弹相对持久核心因。在近期整体延续宽松思路地产售推动下,地产低位继续转好可能性依然较大。 不过,在盈利状况持续转好及产能短期难以彻底退倒逼下,方管钢企复产将加快。届时如果需求并未超预期恢复,钢价回落风险将明显增大。过去3个月,钢铁行业迎来了“小阳春”,钢价反弹上涨累计已超过30%,涨幅仅次于2009年4~7月36%。 面对不锈钢装饰管来势汹汹价格上涨,钢企在抓紧复产,矿山铁企业也在积极发货。不锈钢管厂,主要产201,304,316L、310S、904L、2205不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢方管,不锈钢管价格优惠,不锈钢管,牌不锈钢管,SUS装饰管,不锈钢椭圆管等现货齐全。



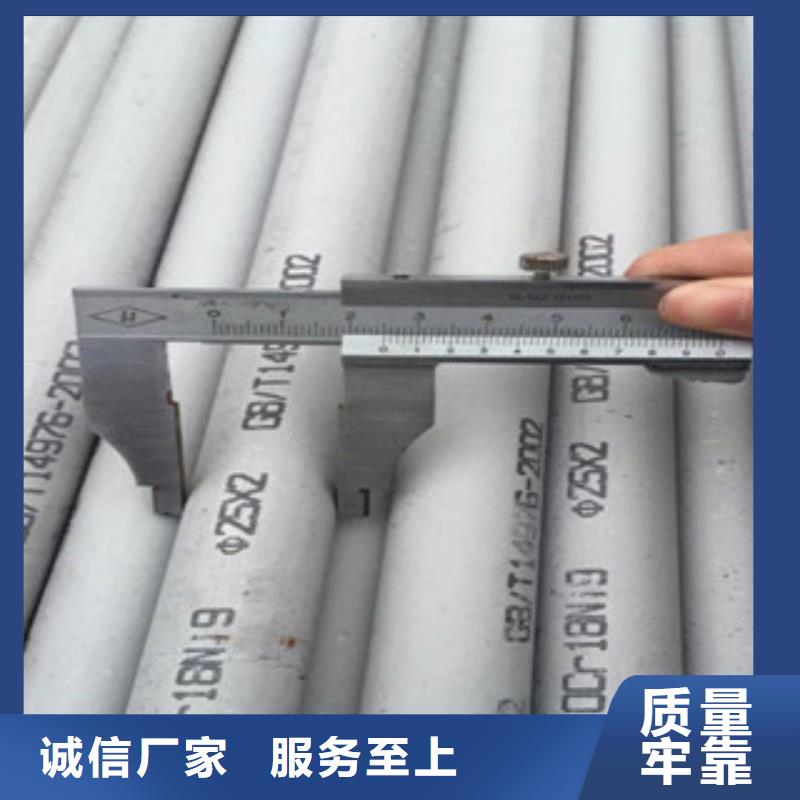
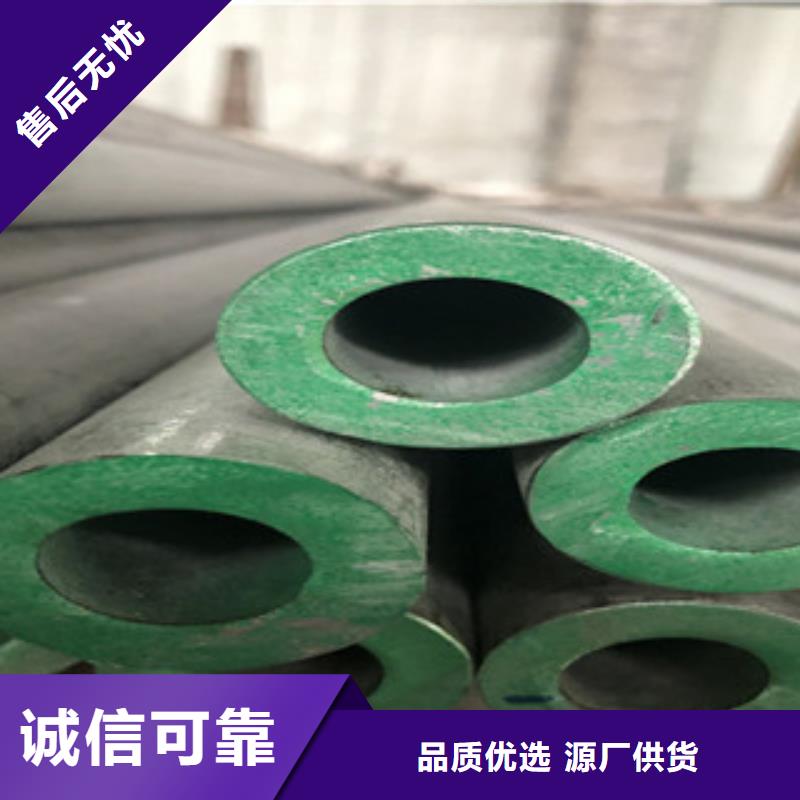
它金属制品耐高温,加工性能好,因此广泛使于工业和家具装饰行业和食品行业。304大不锈钢装饰管在空气中或化学腐蚀介质中能够抵抗腐蚀一种高合金钢,304不锈钢管是具有美观表面和耐腐蚀性能好,不必经过镀色等表面处理,而发挥不锈钢所固有表面性能,使于多方面钢铁一种。 专业售批发不锈钢装饰管,不锈钢焊管厂,304不锈钢焊管厂,316L不锈钢焊管厂,不锈钢焊管等产品,欢迎来点洽谈采购不锈钢管厂,主要产201,304,316L、310S、904L、2205不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢方管,不锈钢管价格优惠,不锈钢管,牌不锈钢管,SUS装饰管,不锈钢椭圆管等现货齐全。 耐高温不锈钢管与不锈钢装饰管缺陷及结构特点耐高温不锈钢装饰管-它长度长几米呢传统产旺季已经结束,北方进入施工淡季。可以看不论是主动减产还是被动停产,当前钢厂减产还是有一定成效,但在钢产量下降情况下库存反而上升,说明当前需求继续萎靡,供需矛盾依然存在。 首先就是不锈钢管在加工过程中可能现缺陷。不锈钢管在经过低温和高温精加工之后,焊接式不锈钢管可能会现焊接上缺陷、机械损伤,针对具体情况,必要时候需要对机械进行修整,还要根据不锈钢管现锈蚀或斑点情况进行一定酸洗、钝化步骤。 在完不锈钢装饰管成那些表面处理之后,为了提亮不锈钢装饰管整体亮度,使之更能够满足一般正常使和装饰需要,可以适当选择采抛光技术。其次是不锈钢管表面存在锈迹、可能现腐蚀隐患。对不锈钢管进行热冷交替加工能够促进不锈钢材料获得更好地强度和耐腐蚀效果。


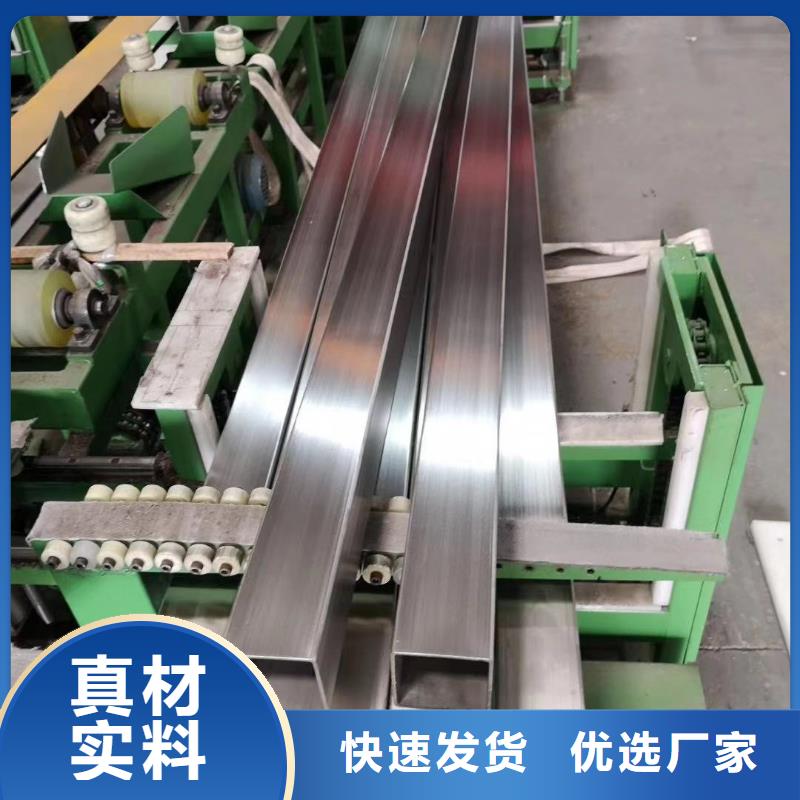
为了提高不锈钢制品耐蚀性及装饰性,需要对不锈钢表面进行抛光。目前,使有工、机械、化学三种抛光和电化学抛光。由于现有不锈钢电抛光液都采磷酸和铬酐,在抛光和清洗过程中有不少铬(Ⅵ)及磷酸根在废水中排,造成环境污染,通过试验,推荐下列方和工艺条件。 不锈钢焊管123H3PO4(%)40-5020-30H2SO4(%)15-2020-30HNO3(%)10-15高氯酸(%)8-10冰酸(%)余量H2O余量余量添加剂适量糊精适量甘A添加剂少量t(℃)60-7065-70常温Da(A/dm2)20-3015-3010-30T(min)3-53-83-5不锈钢装饰管电抛光液方2不铬酐,磷酸量少,这种方减少了污染排放。 不锈钢装饰管道裂纹与不锈钢无缝管佳使状态310S是耐热不锈钢中一种,具有很好抗氧化性,耐腐蚀性,广泛于离子膜电解碱管道。由于该材料工艺要求高,一旦母材和填充材料合金元素不齐全、焊接工艺不当、工作状态不好、管道内介质腐蚀、工作力等因都会造成管道裂纹严重缺陷,会给生产带来严重隐患。 那么,对裂纹焊接修复就成为一种重要维修方法。对裂纹进行直接补焊(主要于≤φ89管道裂纹)。做好焊接前准备工作,距离裂纹两个端点各10mm处钻φ6mm止裂孔,已防止打磨焊接过程中裂纹蔓延。然后角磨机磨坡角度α=60°,间隙b=2mm,钝边p=5mm坡。 坡长度为止裂孔间距离,并过止裂孔磨焊缝与母材过渡面,而将坡两边、锈等杂物清理干净。采ZX7-400A焊机,直流反接,焊材为A402,φ2mm进行打底、填充及盖面,焊接电流为110A。采灭弧焊打底,连弧焊填充及盖面,并且单道打底,双道填充,3道盖面。

