您的位置>首页 >襄阳当地综合推荐News >
数控钢筋自动滚丝生产线10年经验
发布时间: 2024-08-07 15:39:38 浏览次数:2
以下是:数控钢筋自动滚丝生产线10年经验的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
以下是:数控钢筋自动滚丝生产线10年经验的图文视频
导读 数控钢筋自动滚丝生产线10年经验,湖北省襄阳市建贸机械有限公司为您提供数控钢筋自动滚丝生产线10年经验的最新资讯,联系人:赵艳杰,电话:13298459090、13298459090,QQ:2060712089,发货地:许昌老城镇发货到湖北省 襄阳市 襄城县、樊城区、襄州区、南漳县、谷城县、保康县、老河口市、枣阳市、宜城市。 湖北省,襄阳市 襄阳位于长江支流汉江的中游,是鄂、豫、渝、陕毗邻地区的中心城市。襄阳市的发展肇始于周宣王封仲山甫(樊穆仲)于此,从荆州牧刘表徙治襄阳始襄阳历来为府、道、州、路、县治所。襄阳市是国家历史文化名城,是省域副中心城市、汉江流域中心城市、长江中游城市群成员之一,三线城市,国务院批复确定的湖北省新型工业基地和鄂西北中心城市。襄阳市是全国铁路运输网的重要枢纽,境内襄阳北站是全国前三、全省最大的铁路货运特等编组站,是华北、中南、西南车流集散的重要站点;襄阳东站是全国地级市中一次性建成规模最大的高铁客运站,是国家“八纵八横”高速铁路网的超大型枢纽节点。
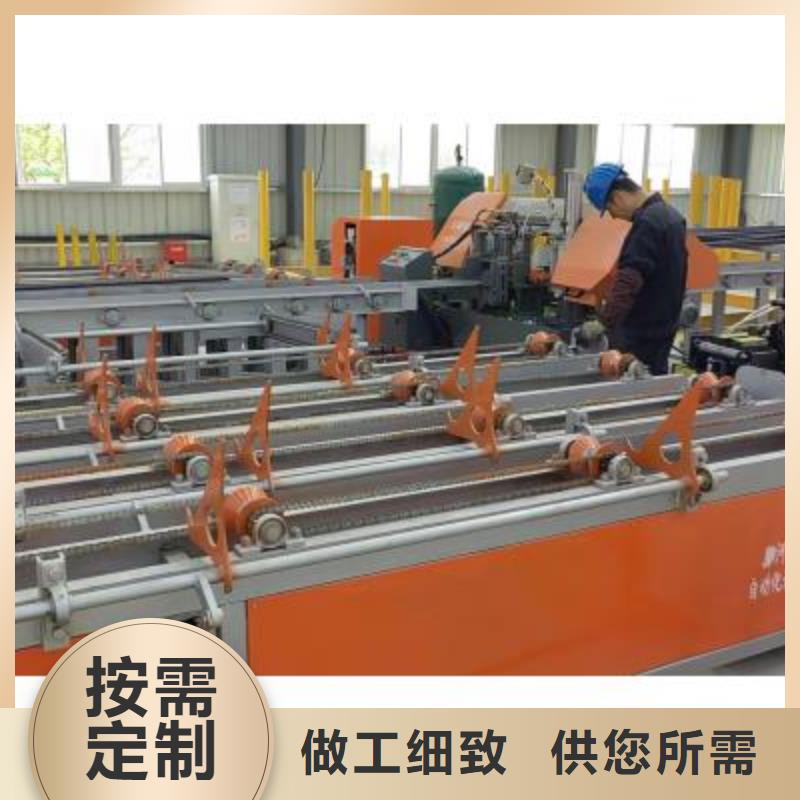
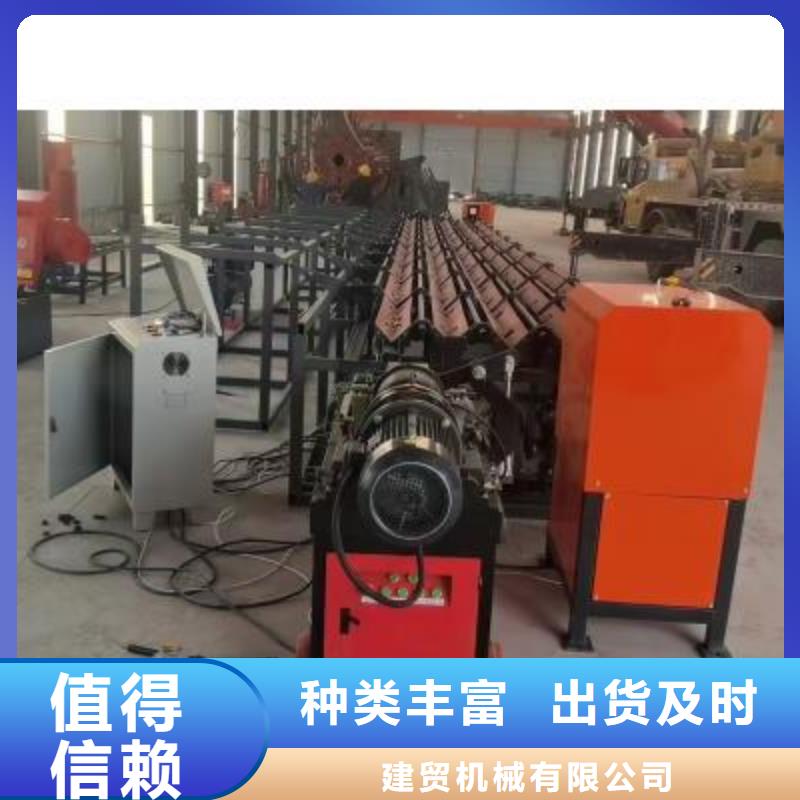
 襄阳数控钢筋自动滚丝生产线10年经验
襄阳数控钢筋自动滚丝生产线10年经验

打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整

<襄阳>建贸机械有限公司

在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。引荐份额为:易切钢为%,度钢为%,其他资料为%。 切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液。
带锯床油一热液压柱升不起来的原因分析
总结 今年在湖北省襄阳市购买数控钢筋自动滚丝生产线10年经验有了新选择,湖北省襄阳市建贸机械有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的数控钢筋自动滚丝生产线10年经验产品。如需购买或咨询,请随时联系我们,联系人:赵艳杰-13298459090,QQ:2060712089,地址:老城镇。