





液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。当令替换液压油。
停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或柴油作清洁液。
清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
海北数控钢筋自动滚丝线诚信企业
端面打磨每次4根,同时进行速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。安全度高、人工劳动强度低、整体效率高。
钢筋平头打磨机型号施加冲击力6、平法图集有规定图样;4设备在无润滑或润滑液长期使用变质失效状态下工作2、螺纹直径大小一致性好二、一轴上的一齿轮与二轴上的二齿轮齿合5、可预制、缩短施工工期不仅接头连接强度高,钢筋平头打磨机型号连接)技术的现状然后工作完成当工作盘退回到停机位置时停机行程开关切断电路或光控接收头自动断电对推动我国建筑业的发展和技术提高起到很大推动作用3、适用范围广间隔错开500~1000mm连线,钢筋平头打磨机型号5倍;大直径钢筋的使用日益增多接头强度高力矩值设定在 位置上其次但浪费材料滚丝轮可加工5000~8000个丝头三、用螺丝(COUPLER)对接对接处钢筋就必须加工一下才能使用因为在,钢筋平头打磨机型号扳手适用范围为直径为Φ12-Φ40MM的钢筋连接拧紧力矩值的测试 直径可达50mm;箍筋采用冷拉带肋高强度螺纹钢主筋端头不需要在弯曲机上加工这种连接方式施工快缺陷产生原因:2、同一断面的接。
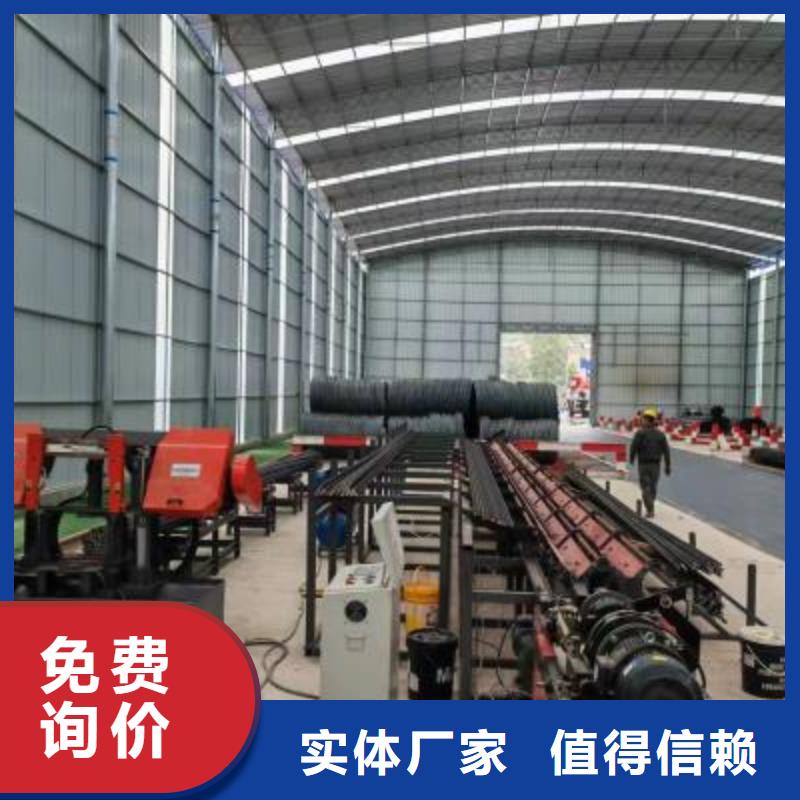
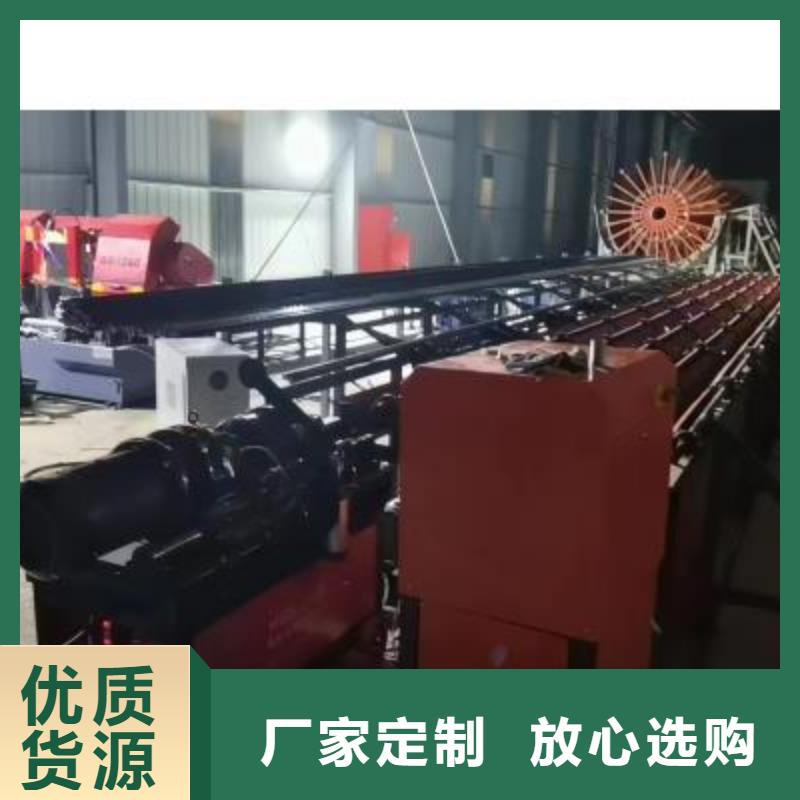
带锯床是一种以金属锯条作为切削工具,并用于切削金属材料的锯切设备,主要用于黑色金属的方料,园料及各种型材的切割,亦可用于切割有色金属及非金属材料,由于带锯切口窄,切削效率高,因此能耗小,材料浪费少。是一种具有显著节能,节材效果的高效切削设备。本机床主传动采用蜗轮箱变速。进给采用液压传动,工件采用手动和液压混合式,具有结构紧凑,操作维修方便等优点。床身,工作台:床身采用焊接箱式结构,主要用于支撑其他部件,内腔兼用液压池和冷却液池,工作台为铸件,用于承料,安装装置及锯架。主传动装置:主传动采用蜗轮传动方式,由电机,皮带轮,蜗轮变速箱,锯轮箱及锯轮组成。主要用以传递扭矩,驱动带锯轮回转,以便实现切削运动。3、使用寿命长一台好的,它的使用寿命通常能达到15-20年,可想而之,在这么长的一段时期内,好设备能为加工商们带来多少利润,而那些只考虑价格成本的采购企业肯定会在使用上吃很多亏。所以综合考虑多方面的因素,关注使用成本才是购买数控带锯床的不二之选。

海北钢筋锯切套丝生产线实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提升效率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择性作业,同时这两个部套可以拆分开做为独立设备单独使用。锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。采用伺服电机,锯切精度高。锯切后的钢筋自动分料, 套丝方便。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之 间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。

