

 DN1400球墨铸铁管批发
DN1400球墨铸铁管批发
 山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、消除内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。
山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、消除内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。

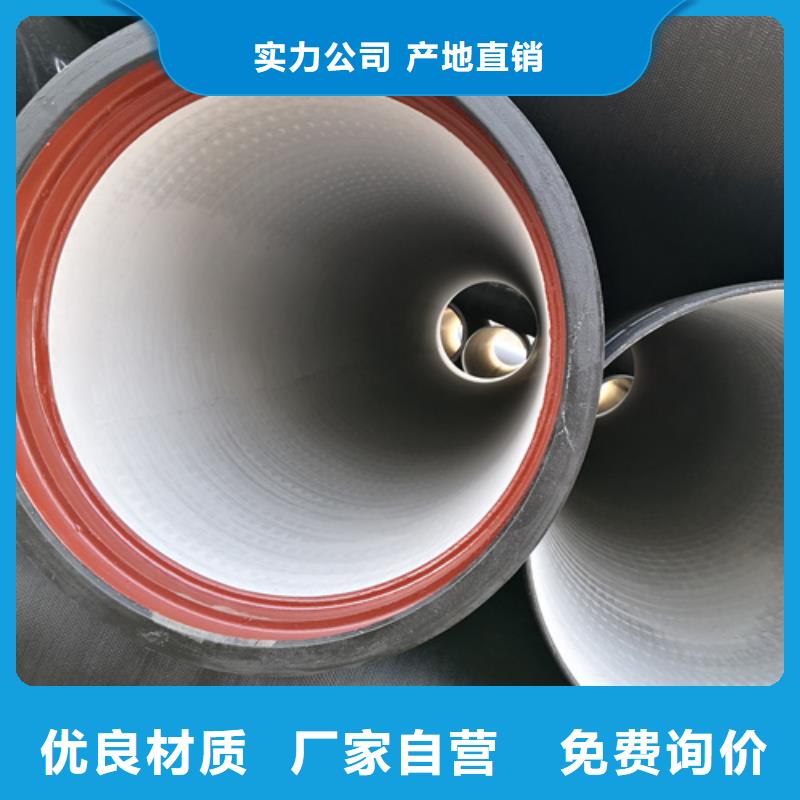
 给水球墨铸铁管是由球墨铸铁制成,球墨铸铁是由铁合成的金属,具有和钢材相同的特性,因此,球墨铸铁具有韧性和延展性,对于一些要求很高的机械零件中可以投入球墨铸铁的使用,能够提升机械的运作的功能和机械的使用寿命,球墨铸铁具有抗腐蚀性,能够在潮湿的环境中不被腐蚀。但是,为了增强球墨铸铁制成的给水球墨铸铁管在酸碱的环境中不被腐蚀,会将给水球墨铸铁管涂层。 给水球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们的发展提供了很好的方法。给水球墨铸铁管,安全的运输管道。 但是正是因为给水球墨铸铁管是用来长距离的运输我们生活必须的资源,所以对于给水球墨铸铁管的质量是要求很是高的,因为一旦因为质量问题导致了给水球墨铸铁管泄漏,将会浪费很多的资源,并且要想修补的话将会是一个很大的工程,很不方便,所以这就要求我们在使用之前一定要仔细的检查给水球墨铸铁管是否有缺漏,在选购的时候一定要仔细的考察公司资质和产品质量,如果您有需要的话可以找我们,我们在生产和制造的过程中一直都是严格的按照施工要求和标准来实施的,所以您打可以放心的进行购买和使用。
鹏瑞管业有限公司
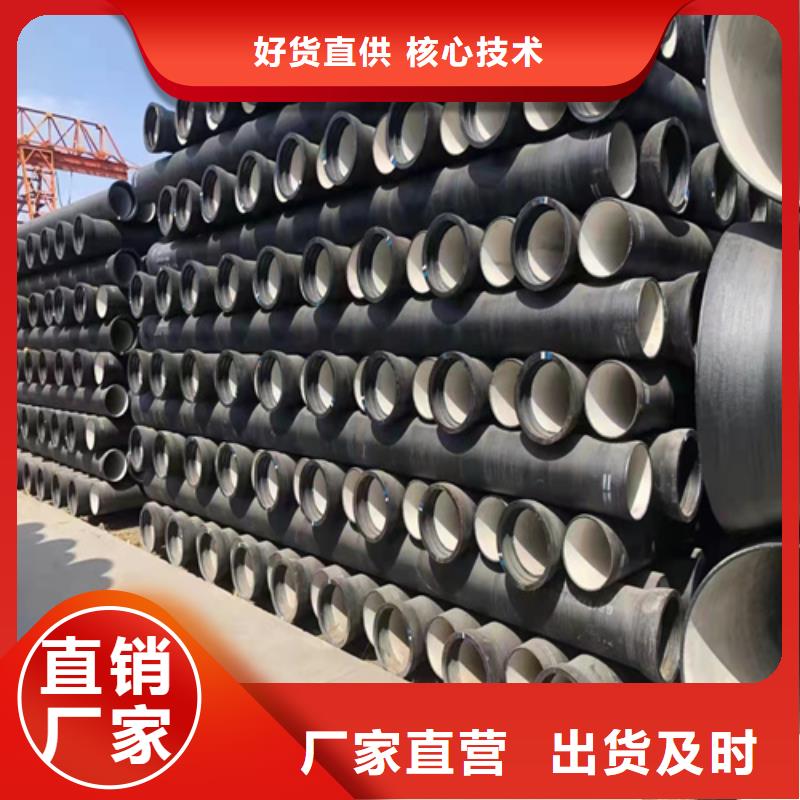
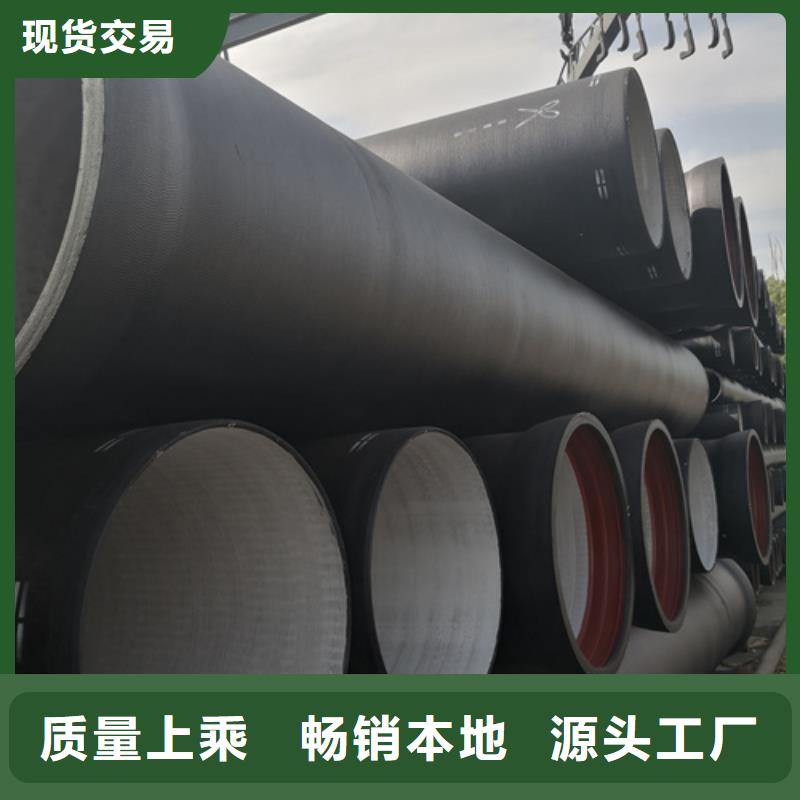
这样,离心球墨铸铁管在抗震能力上效果显著,使用年限也显著延长,长达50—70年.离心球墨铸铁管已经取代普通铸铁管,目前多数见到在市政工程和在安装工程,供水、输气等管道。离心球墨铸铁管是用离心铸造工艺生产的一种管材,材质为球墨铸铁。它被广泛应用于冶金、矿山、水利、石油和城市公用化建设的各种管道工程,可输送水、燃气等多种流体介质。它具有铁的本质,钢的性能,强度高、韧性好、耐腐蚀,是传统铸铁管和普通钢管的更新换代产品。另外,离心球墨铸铁管直线性好、表面光洁、尺寸准确、壁厚均匀、机械性能好、涂层粘附牢固,采用T型承插式柔性接口,胶圈密封,安装方便。离心球墨铸铁管(以下简称球铁管)是目前国际上通用的供水管材,亦可用于石油、电力、矿山和化工等领域。
山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、消除内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。
给水球墨铸铁管是由球墨铸铁制成,球墨铸铁是由铁合成的金属,具有和钢材相同的特性,因此,球墨铸铁具有韧性和延展性,对于一些要求很高的机械零件中可以投入球墨铸铁的使用,能够提升机械的运作的功能和机械的使用寿命,球墨铸铁具有抗腐蚀性,能够在潮湿的环境中不被腐蚀。但是,为了增强球墨铸铁制成的给水球墨铸铁管在酸碱的环境中不被腐蚀,会将给水球墨铸铁管涂层。 给水球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们的发展提供了很好的方法。给水球墨铸铁管,安全的运输管道。 但是正是因为给水球墨铸铁管是用来长距离的运输我们生活必须的资源,所以对于给水球墨铸铁管的质量是要求很是高的,因为一旦因为质量问题导致了给水球墨铸铁管泄漏,将会浪费很多的资源,并且要想修补的话将会是一个很大的工程,很不方便,所以这就要求我们在使用之前一定要仔细的检查给水球墨铸铁管是否有缺漏,在选购的时候一定要仔细的考察公司资质和产品质量,如果您有需要的话可以找我们,我们在生产和制造的过程中一直都是严格的按照施工要求和标准来实施的,所以您打可以放心的进行购买和使用。
鹏瑞管业有限公司
这样,离心球墨铸铁管在抗震能力上效果显著,使用年限也显著延长,长达50—70年.离心球墨铸铁管已经取代普通铸铁管,目前多数见到在市政工程和在安装工程,供水、输气等管道。离心球墨铸铁管是用离心铸造工艺生产的一种管材,材质为球墨铸铁。它被广泛应用于冶金、矿山、水利、石油和城市公用化建设的各种管道工程,可输送水、燃气等多种流体介质。它具有铁的本质,钢的性能,强度高、韧性好、耐腐蚀,是传统铸铁管和普通钢管的更新换代产品。另外,离心球墨铸铁管直线性好、表面光洁、尺寸准确、壁厚均匀、机械性能好、涂层粘附牢固,采用T型承插式柔性接口,胶圈密封,安装方便。离心球墨铸铁管(以下简称球铁管)是目前国际上通用的供水管材,亦可用于石油、电力、矿山和化工等领域。
山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、消除内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。
