

为了让您更全面地了解我们的焊管镀锌钢管库存丰富,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
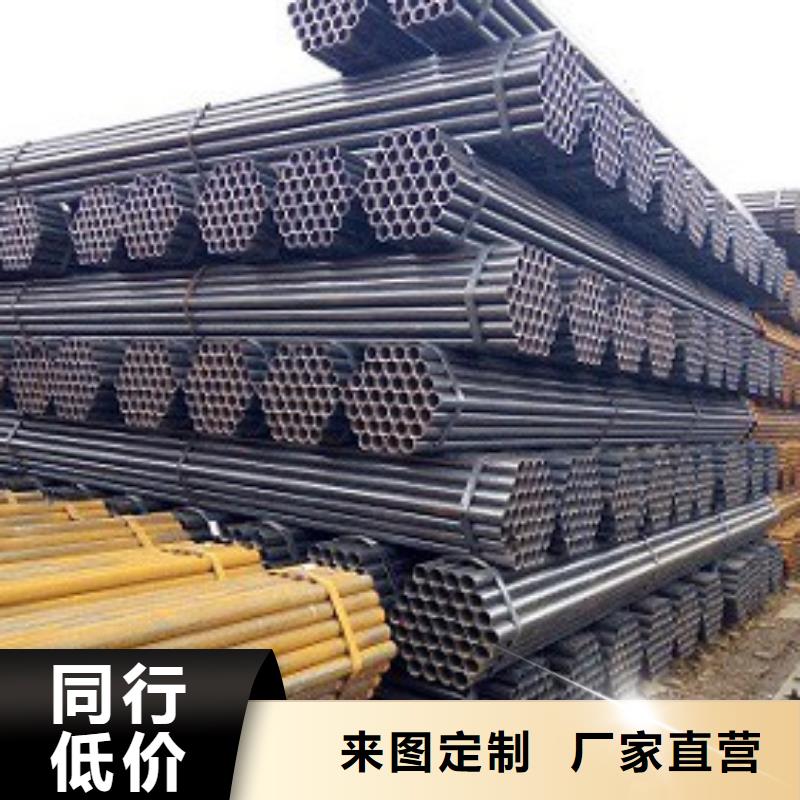
以下是:焊管镀锌钢管库存丰富的图文介绍

8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行100%的检查;
9.X射线检查Ⅰ:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
9.X射线检查Ⅰ:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。


这样了就必然没有了使用期限。钢管的防腐性表现,因为金属类的产品,它在实际使用时, 的优势就是要求可防腐,当然现在技术提高,有一些金属本身就有防腐的效果,但并不是所有的厂家,或是所有的产品在生产时,都是使用了防锈材料的,当钢管是以在防锈不足的时候,就会在使用的环境下,表现出时间上的增加,产品在使用不能达到 的优势表现。
酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、 和混合酸等。最常用的是硫酸和盐酸。
酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。
市面上出售的工业浓硫酸通常含H2SO475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含H2SO475%~78%(质量分数)。
注意事项
钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,清除工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。
为了消除硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品



中,实现成套退火设备的高频感应加热电源应用,同时配备上固熔光亮退火炉、氨分解气氛的保护装置、闭式的冷却塔、红外线测温的装置设备、自动清洗装置、电控系统及其稳压装置等共同组成的生产线。这样的高配退火钢管生产线比较大的亮点表现是功能足够强大、操作相当简单、方便高效,且实际节能效果表现明显,退火钢管是我国不锈钢管感应加热光亮固熔与退火设备的更新换代类产品,也是有退火钢管需求的企业理想之选择,退火钢管生产线的功能及设计理念上我们有一般性解读,品牌退火钢管生产线公司已进行申报的流程更加靠得住,因为规定仿制必追究相关责任。退火钢管炉可手动控制,也可实现自动控制,控制系统比较合理、稳定、准确,号抗干扰能力很强。退火钢管热处理设备系统采用的是扩展模块,采集温度表现为闭环反馈号,经过相应的程序处理,



阜阳亿铭泰有限公司专业从事 镀锌钢管的生产厂家。公司从成立之日起,秉着”提升产品品质,满足客户需求”的原则,以人为本,实施人性化管理,全新全意为客户服务,积j i推动行业发展。“专业、诚信、高效、共赢”我们在广泛的领域里寻求真诚的合作,在此,经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对企业一贯给予关怀、支持和帮助的新老朋友和广 大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。

