

为了展现直缝焊管电缆穿线管大品牌值得信赖产品的全方位优势,我们呈现了最新制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:直缝焊管电缆穿线管大品牌值得信赖的图文介绍

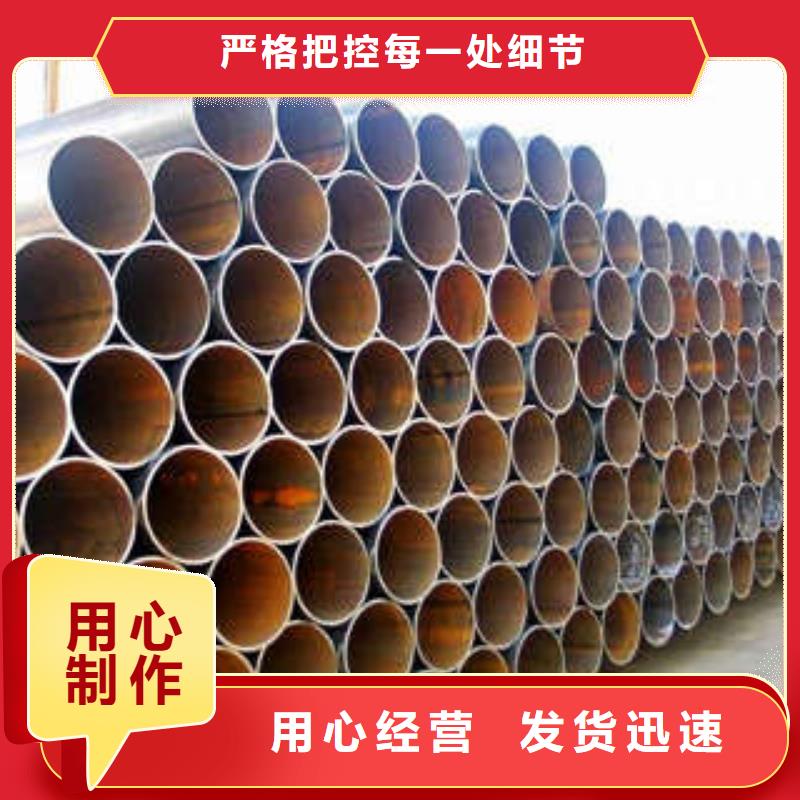
在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。 如果需要使其保持自动运行,那么应当按下小键盘上的启动键,飞锯机即自动反复运行。接下来按停车键,停止工作的程序,将使飞锯小车锯切焊管工作完毕,再返回零位才不动,如果要改换工具,按动小键盘的复位键,即使微机显示屏出现主菜单,并按键选择工具和更改设定参数。 需要注意的是,如果焊管机组需要停止较长的时间,那么应当先关闭步进电源,锯片电机停转,这就节约了能源。同时还要经常检查测速光电编码的工作脉冲质量,防止撞击编码器或使其浸水。根据焊管的不同规格,及时的位置及修磨形状,平头后的钢管端面应光滑平整,达到工艺要求。 焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。


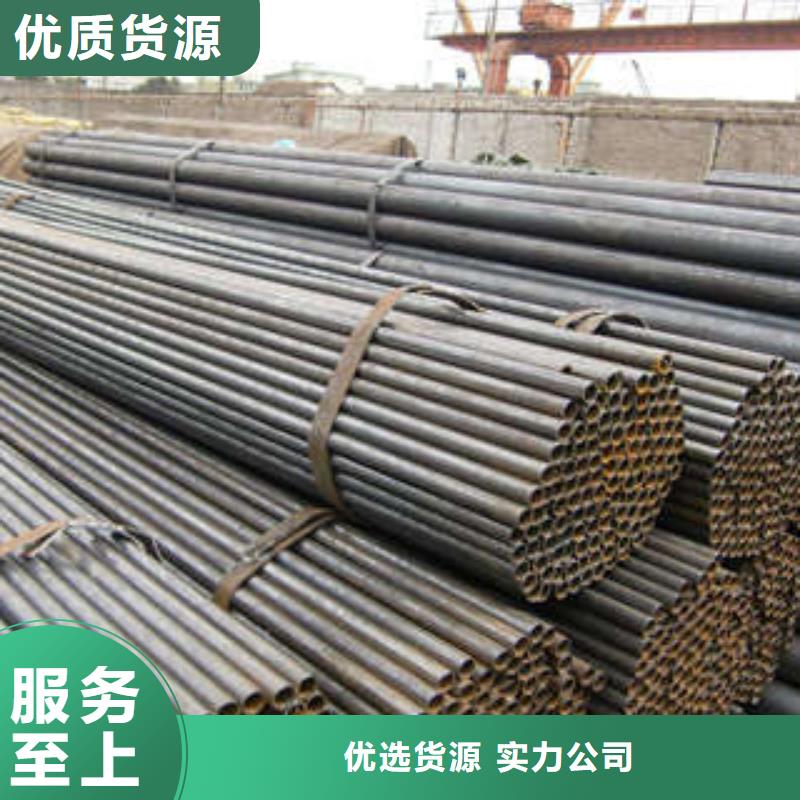
在带钢进行弯曲变形的过程中,会有很大一部分转换成热能,因而会导致螺旋焊管温度上升,只有极小部分功会停留在金属中,在金属内部形成残余应力。其中,金属中的大部分储能为晶格畸变应力,主要为管壁发生形化,钢管的抗拉强度会增加。 同时,内层金属和万层金属分别受到压力和拉力的作用,会产生反向的塑性变形,进而发生包辛格效应,导致带钢的屈服强度下降。同时还要对螺旋焊管成形工艺进行合理设计,通常是采用弹复控制设计,这样可以有效实现对管坯弹复状态的控制,从而保证管坯的弹复状态达到设计要求。 对管坯弹复状态产生影响的主要因素是材料的屈服强度。比如在进行螺旋焊管结构设计的时候,我们可以通过在不同弹复条件下使用材料加工成合格的管坯,下面分别对通过对和屈服条件进行控制来实现对管坯弹复状态的控制。 事实上,关于其的工艺设计可以利用完整的数学模形进行表达,使每个环节更加清晰的呈现出来。与此同时,对于现场工作的管理也提供管理便捷,且对于螺旋焊管的成形质量具有重要作用。此外关于螺旋焊管成形工艺的初步设计,在实际施工过程中需要根据原料减半的实际数据对初步设计进行修正,设计结果的准确度。



阜阳鸿顺管道科技有限公司成立于2006年,公司员工200于人,公司位于阜阳西南部,交通优越,三条铁路、四条高速公路、四条国道纵横境内,主营: 热镀锌钢管、环氧树脂粉末EP内外涂塑钢管、镀锌内涂塑钢管、电缆穿线管,我公司宗旨是以质量求生存,以科技求发展,以顾客为上帝。



