



想要知道弯管中频弯管厂家款式多样产品如何?看视频就知道!看视频,选产品更明智!
以下是:弯管中频弯管厂家款式多样的图文介绍


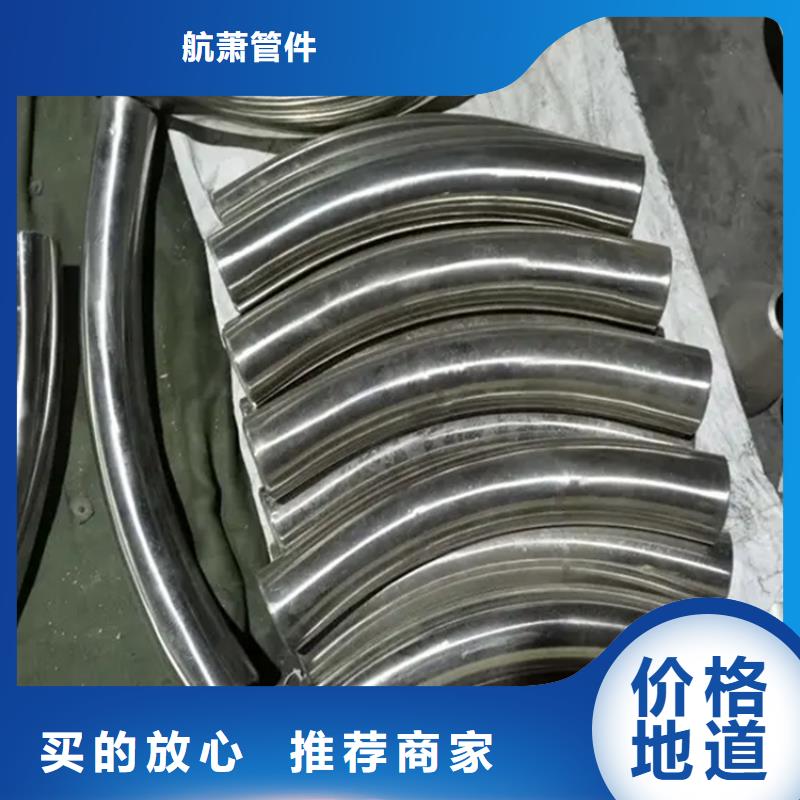
弯管分类: 1、以材质划分: 碳钢:ASTM/ASME A234 WPB、WPC 合金:ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV 不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H 低温钢:ASTM/ASME A402 WPL3-WPL 6 高性能钢:ASTM/ASME A860 WPHY 42-46-52-60-65-70 铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,PVC,PPR、RFPP(增强聚丙烯)等。 铝合金 3003,6061,铜,紫铜,黄铜 2、以制作方法划分可分为推制、压制、锻制、铸造等。 3、以制造标准划分可分为国标、电标、船标、化标、水标、美标 、德标、日标、俄标等。 4、按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。 5、若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中常用的是STD和XS两种。



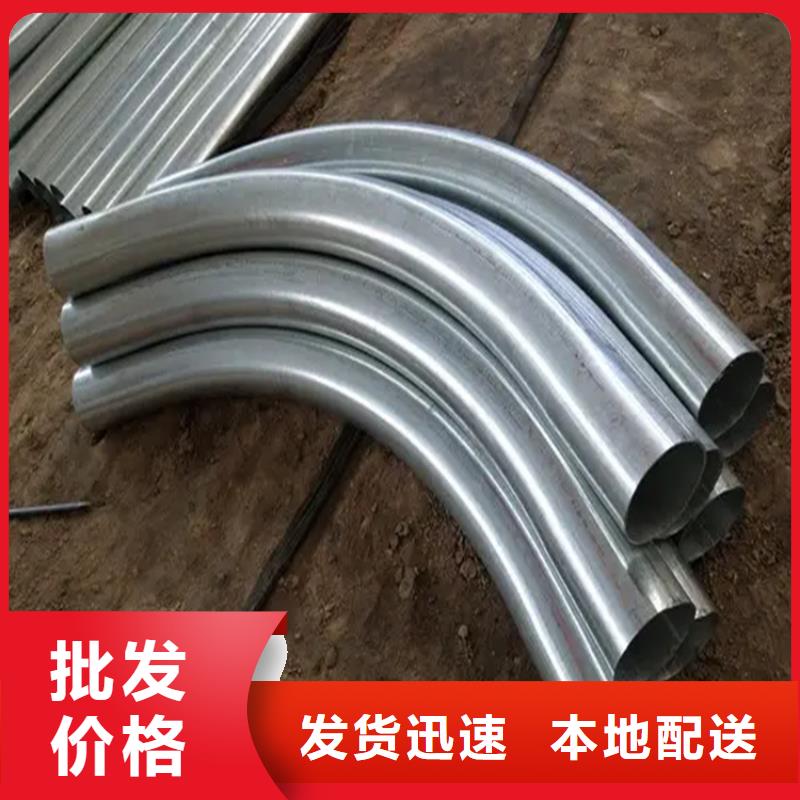
加热炉环形弯管生产制造加工工艺。 伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率提升的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分提升加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、高效率低。 加热炉环形弯管生产制造加工工艺 一、我企业引入了一套大中型环形管生产流水线,将弯管机冷拔弯管工作能力提升至R/D=1,另外具有双重双R卷制的作用,提升自动化技术水平。为对该环形管生产流水线中关键构成机器设备弯管机开展试弯调节,及对该生产流水线将要担负的初次生产制造每日任务的可行性分析开展论述,因而需开展有关的工艺性能实验。 二、应用领域及标准 水管直径:Φ32-63mm 水管壁厚:3-11mm 弯曲半径:32-22b250m 少弯曲半径:1D(弯折标准:壁厚/管经>10%) 弯折精密度:±0.1° 弯折速率:0-3r.p.m 弯折视角:0-190° 三、关键构成部分 机械结构:机器设备床体、弯折悬臂、顶镦组织、夹持模、靠模等 电气设备自动控制系统:弯管主要参数的操纵、调整和显示设备、故障检测和报警设备、自动开关和调整旋纽等 液压机自动控制系统:液压系统、液压机比例阀、输油管等



庆阳航萧管件常年现货销售 中频弯管等。公司以优质产品的质量销售给广大的客户,满足客户的生产需要自成立以来始终坚持以 市场为导向、以客户为中心、以质量为企业命脉、以诚信为治企之本、坚持认真严谨的原则稳步进取,不断发 展壮大,在业界确立了稳固的销售服务体系,以良好的信誉 、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户信赖。


弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。



弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及. 弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈... 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。[ 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉...[展开] 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。

