


<鄂尔多斯>神悦钢材有限公司
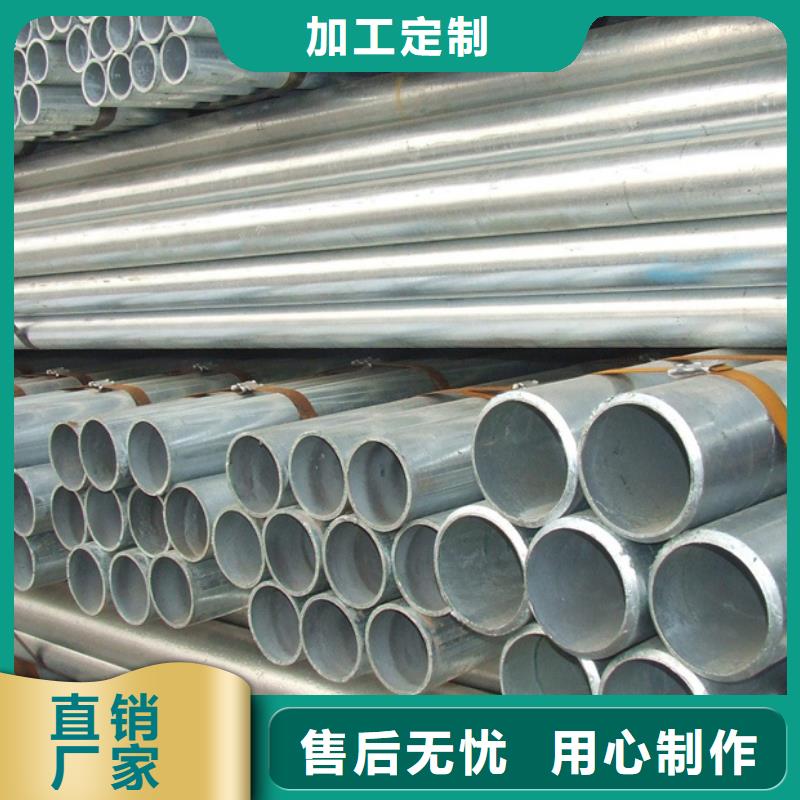
鄂尔多斯镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,鄂尔多斯16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。
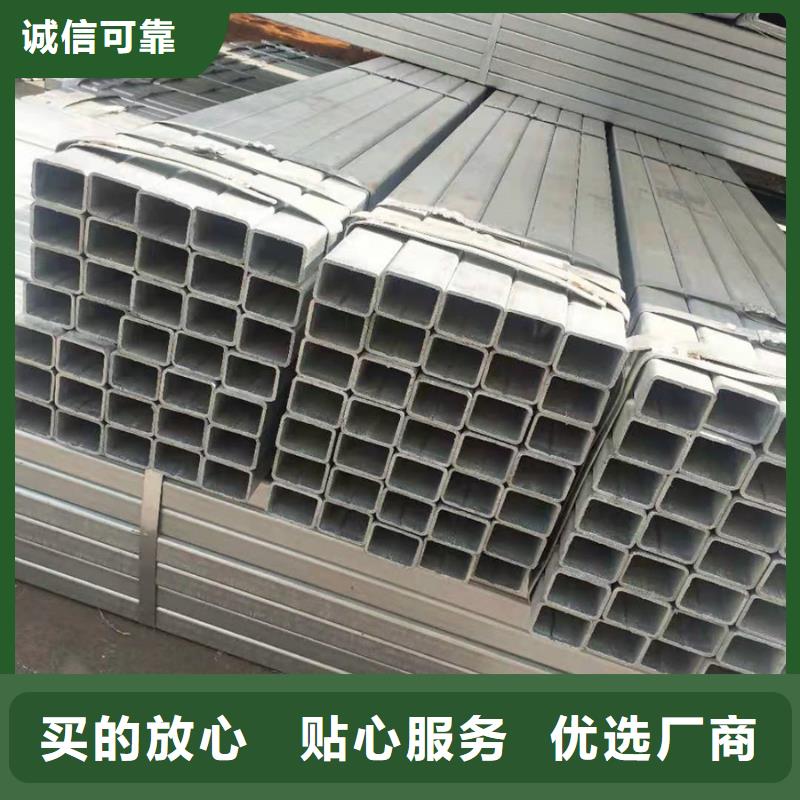
鄂尔多斯镀锌管拱杆与柱顶用圆卡连接,使两者在一条直线上。 然后安装膜槽,安装门,并在拱门上标出纵筋的位置。 每6米架设一个拱门,将所有纵肋固定,然后将所有拱杆一次固定一米。 拱杆安装好后,整个棚的高度要一致,弧度要一致,纵筋要在一条直线上。 棚体安装好后,安装棚体纵向膜槽和棚头横向膜槽。 安装天窗并扣膜,华尔钢镀锌方管再安装侧边卷膜机和内两层防寒帘。 预制管式镀锌温室结构合理,车身坚固,抗风雪能力强,搬迁组装方便; 无立柱,操作方便,通风方便,透光性好,使用寿命长。 薄膜可根据自身情况选用普通薄膜、防雾薄膜、多功能长寿命薄膜等薄膜。 先沿着温室两侧的钢管边缘挖两条15cm深的沟,一个在左边,一个在左边。 小心地将薄膜覆盖在钢管温室上,将薄膜边缘埋入沟内,并用土压实。 小心不要刮伤胶片。 如果损坏,请用胶带纸粘贴。 该位置用防虫网和薄膜卷覆盖,用作通风口, 用温室层压线固定。


由于鄂尔多斯镀锌管焊接热影响区是优发镀锌管的焊接周围受到焊接热循环作用后形成的独特的热处理工艺区,其性能不同于优发镀锌管,其特点在于:材料本身和加工工艺标准。影响其结构和性能的关键冶金工业和加工工艺因素有:被焊金属材料的特性和铝合金系统软件,这也是决定焊接热影响区特性的根本因素。各种原材料。结构转型和性能转型,首先取决于优发镀锌管自身在不同采暖散热条件下的物理冶金工业特性。 例如,对于在加热和冷却过程中不发生变化的金属材料和铝合金,焊接热影响区就比较简单。相反,用热电材料焊接很复杂。优发镀锌管焊前的初始状态 焊前原材料的初始状态也会影响焊接热影响区的结构转变和性能转变。例如,如果原材料在焊前处于冷作硬化或热处理工艺强化状态,当焊后热影响区发生退水时,会在焊后产生热处理硬化区。焊接后的热影响区。 鄂尔多斯镀锌焊管焊接工艺方法及主要技术参数。如前所述,焊接热影响区是由焊接的热效应引起的,因此它与热原特性和焊接时要使用的焊接工艺的主要参数密切相关。它们影响着有发镀锌管在焊接过程中的温度分布和热力循环图的特性,并直接影响到焊接热影响区独特热处理工艺的各种主要参数,如升温速率、高温停留时间和 冷却。这也是在科学研究焊接热影响区的机理和性能转变以及焊接工艺的制定中必须考虑的难题。
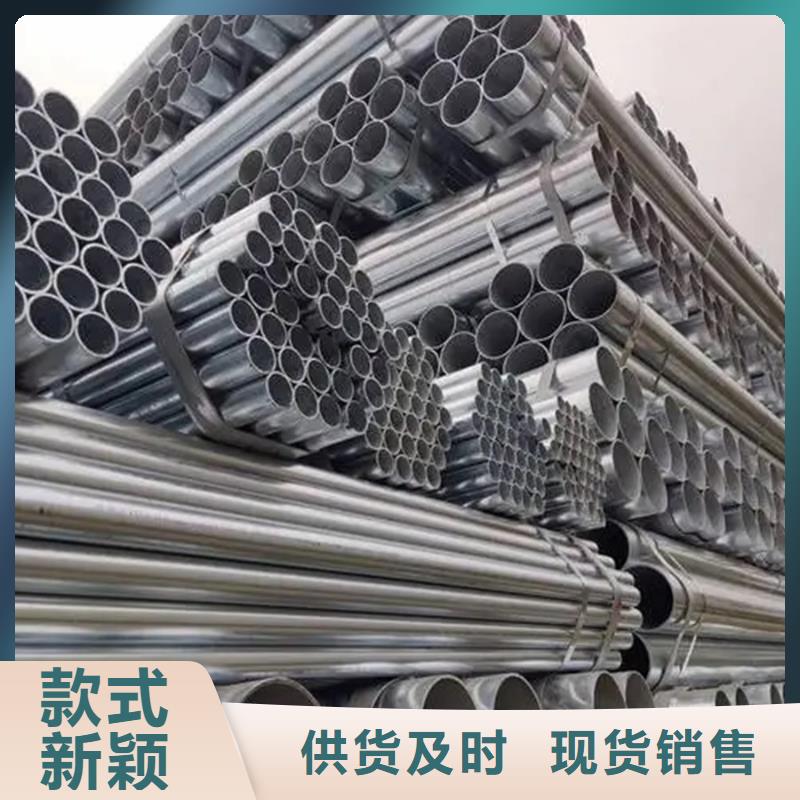
鄂尔多斯镀锌无缝钢管是无缝管的关键材料和类型。就镀锌无缝钢管而言,我们在生产加工制造过程中使用的 步是焊接。常见的焊接镀锌无缝钢管是焊接的。 在大多数情况下,使用焊丝。 焊丝是焊接的关键原材料。焊接镀锌无缝钢管必须使用标准焊丝才能达到理想的焊接实际效果。 那么什么是焊丝呢? 焊接镀锌无缝钢管时应该使用哪种焊丝? 鄂尔多斯16mn镀锌管产品工件相遇处的一条金属材料。 焊丝的原材料一般与产品工件的原材料相同。 焊接镀锌无缝钢管时应该使用什么样的焊丝? 如果我们要焊接镀锌无缝钢管材料,应该使用哪种类型的焊丝,还有其他类型的焊丝可以使用吗? 如果焊接镀锌无缝钢管材料时应该使用什么类型和规格的焊丝,镀锌无缝钢管基本上是添加了1%左右的锰,所以焊接特性优良。 鄂尔多斯镀锌螺旋管手工电弧焊时,选用抗压强度等级为T50的焊丝:506节、507节、502节、503节、552节、553节等; 埋弧自动焊机时,选用焊剂:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊丝; 在CO2气体保护焊中,常使用H08Mn2Si和H10MnSi。
