





液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。
当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。
切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
 <广东>建贸机械有限公司
<广东>建贸机械有限公司
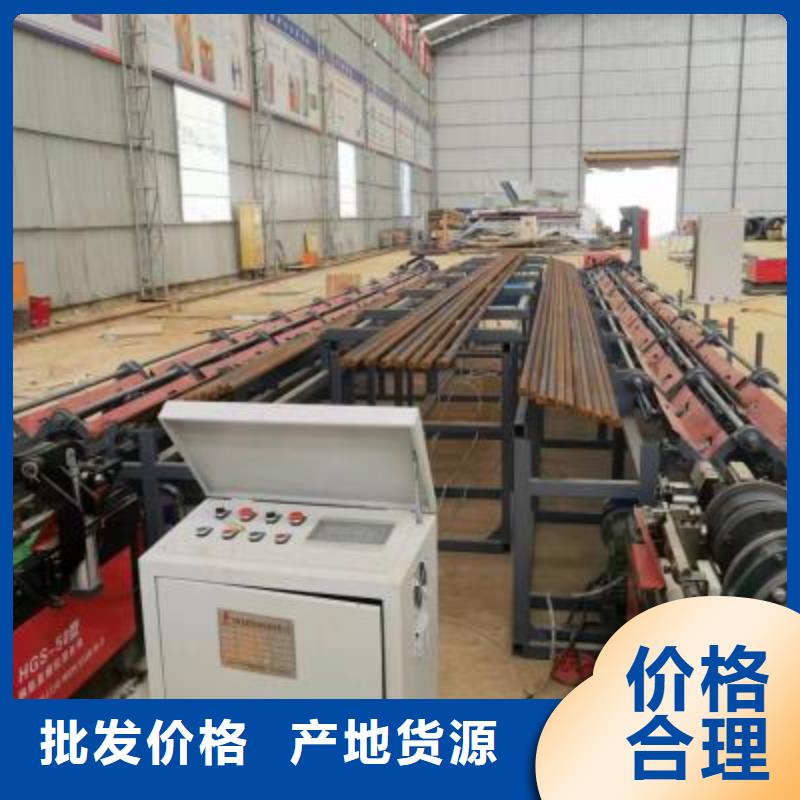
2、该机床具有整体结构刚性强、精度稳定、故障率低、可靠性好的优点,是钢筋直螺纹连接丝口处理加工利器。3、卧式机头设计:内部筋条加粗加大,强化结构刚性,大幅提高加工稳定性。4、机床外防护采用全封闭结构设计,安全可靠。5、机床操作系统采用人体工程学原理设计,操作方便全自动钢筋直螺纹滚丝机床适合各种直螺纹产品的滚丝加工,我司可根据客户特定的产品进行设计全自动滚丝加工,这也是我司的技术优势所在,一般长轴类产品适合使用料斗等自动化送料机构来实现全自动滚丝加工,而短轴类零件则比较适合振动盘等自动送料机构来实现全自动滚丝加工,一般均采用PLC配合控制气缸等进行全自动送料。滚丝机应定期进行保养,滚丝轮和剥肋刀也要更有定期检查保养。全自动钢筋直螺纹滚丝机床只需将几百个工件放进振动盘或料斗中(一般短料适合振动盘等自动送料,长料适合料斗等自动化送料加工)即可实现工件的全自动滚丝加工,一人可看多台,加工效率高,也不需人工上下料,工人劳动强度小,一般一人看4--6台也很轻松,技术全在设备上。对工人也没多少要求,简单培训即可上岗。,我们是做数控钢筋笼滚焊机、数控钢筋网排焊机、数控钢筋切断机、数控钢筋弯曲中心、数控弯箍机、联合冲剪机、镦粗机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机,
金属带锯床的操作:
1.打开控制柜一侧的电源总开关,打到“ON”位置。
2.打开总停开关,按动锯切按钮,查看锯床是否正常运转。
3.启动面板的上升按钮,使锯框升起。
4.装入锯条并涨紧锯条。
5.放置材料,调整好材料位置。
6.点按操作面板上的夹紧按钮开关,夹紧工件。
更换锯条:
1.升起锯床。
2.松开导臂下的夹紧锯条的螺栓。
3.在锯框左侧转动旋转把手,放松锯条。
4.取下锯带。
5.将新锯带套上锯轮(注意锯齿方向应该向右),立式金属带锯床厂家,并将锯带装入导轮和夹持片之间,旋转夹紧螺栓。
6.转动锯框左侧的旋转把手,使锯带涨紧并盖上护罩。

锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲监控器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统安全功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲监控,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块。对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
 广东数控钢筋套丝打磨生产线诚信厂家
广东数控钢筋套丝打磨生产线诚信厂家
