您的位置>首页 >三门峡本地每News >
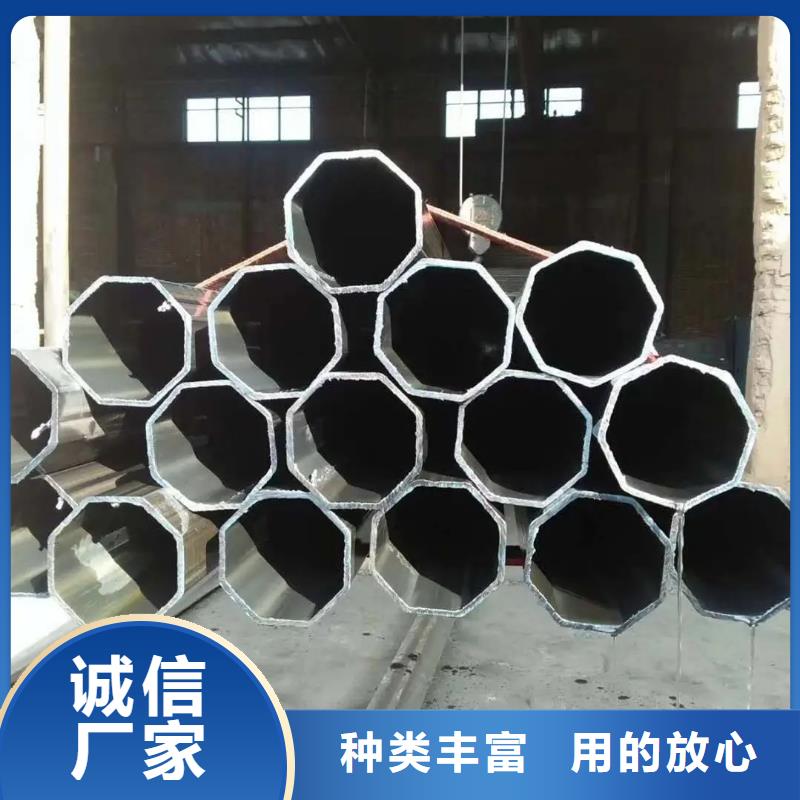
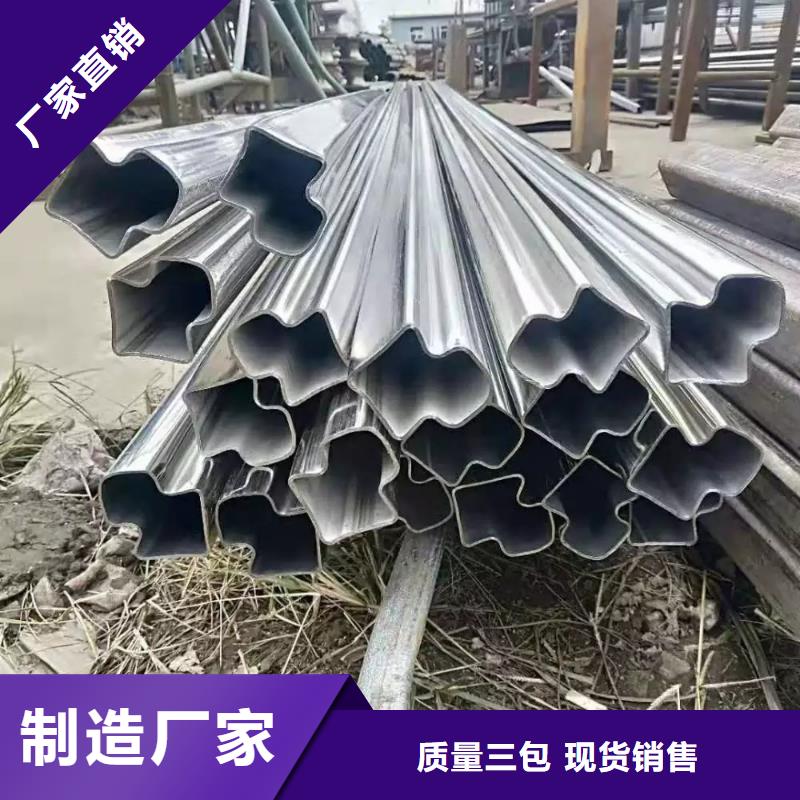
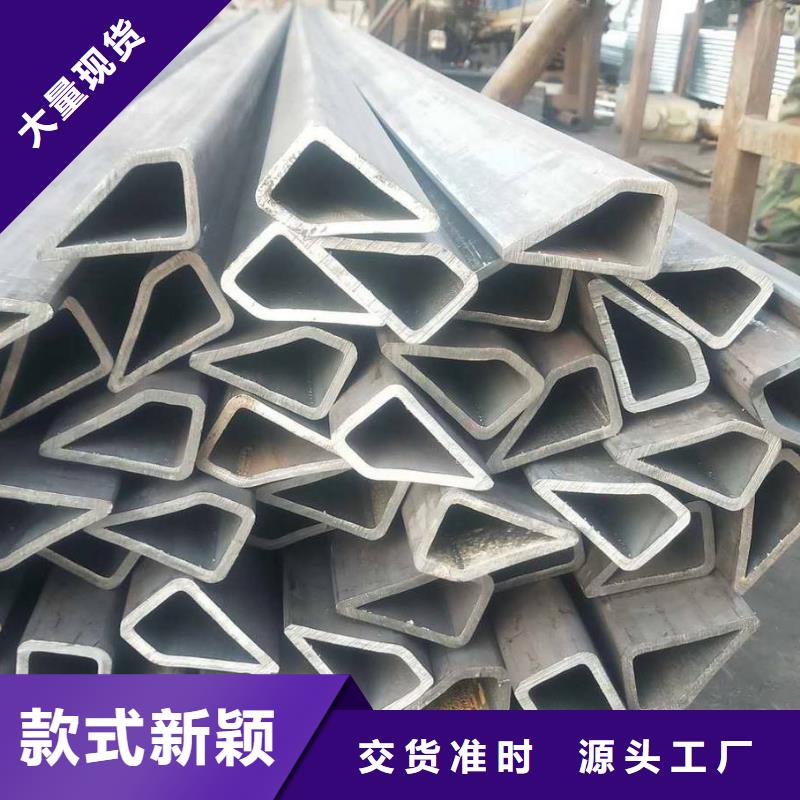
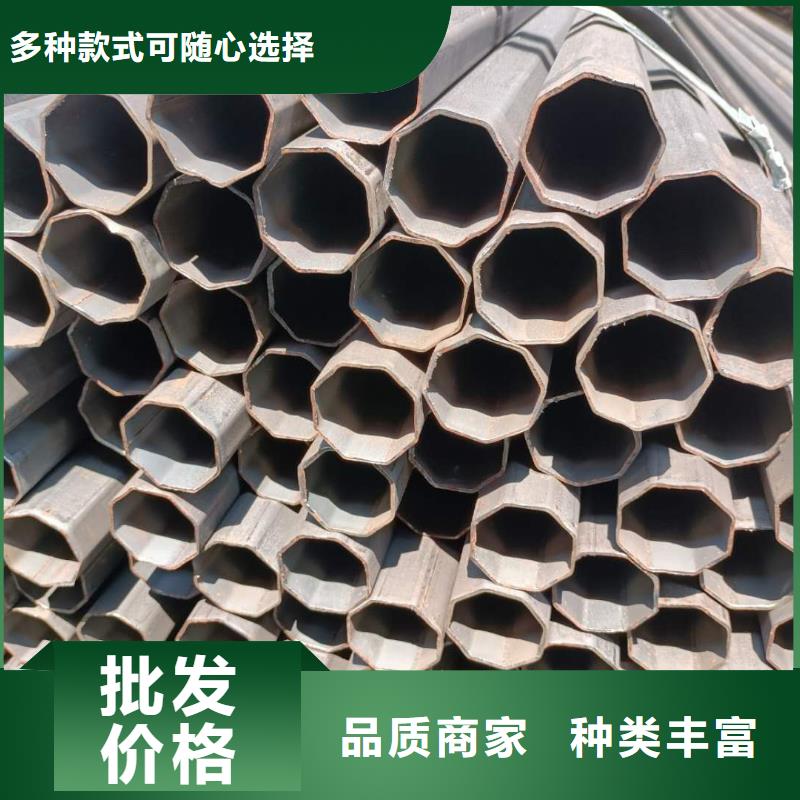
异型管_蘑菇管使用寿命长久
发布时间: 2024-09-18 13:26:18 浏览次数:1
以下是:异型管_蘑菇管使用寿命长久的产品参数
| 产品参数 |
|---|
| 产品价格 | 4800元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 产品品牌 | 乐道 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 无锡 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
|---|
| 适用领域 | 工业输送管道以及机械结构部件 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 456 |
|---|
| 工作温度 | 560 |
|---|
| 生产工艺 | 冷拔 |
|---|
| 交货状态 | 冷轧或退火(根据客户用途) |
|---|
| 执行标准 | GB/T3094 |
|---|
以下是:异型管_蘑菇管使用寿命长久的图文视频
导读 在河南省三门峡市采买异型管_蘑菇管使用寿命长久到河南省三门峡市乐道精密钢管厂家有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-13961857377,QQ:252372346,地址:《无锡国联金属市场168号发货到河南省 三门峡市 湖滨区、渑池县、陕县、卢氏县、义马市、灵宝市》。 河南省,三门峡市 1986年,三门峡市升为地级市。相传大禹治水,挥神斧将高山劈成“人门”“神门”“鬼门”三道峡谷,引黄河之水滔滔东去,三门峡由此得名。三门峡市有“五山四岭一分川”之称,西接关中,北邻三晋,东守中原,境内陇海铁路、连霍高速公路、310国道、郑西高铁横贯东西,209国道、三(门峡)淅(川)高速公路和浩吉铁路连通南北,是连接豫晋陕三省、北上南下、西进东出的区域交通枢纽城市。同时,仰韶文化、道家文化和虢国文化都发源于此。全市旅游资源丰富,有虢国博物馆、仰韶文化博物馆景区、天鹅湖湿地公园景区、黄河公园景区等景点,黄河文化、仰韶文化、老子文化、虢国文化、民俗文化交相辉映。
以下是我们上传的异型管_蘑菇管使用寿命长久视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:异型管_蘑菇管使用寿命长久的图文介绍


本公司坐落于国联金属市场168号,欢迎惠顾! 三门峡乐道精密钢管厂家有限公司生产 方管大口径。本公司是一家集研发、制造、销售于一体的自主创新企业。以严格的制作标准的测试过程为本,打造我们的业务基础。 经过多年不懈努力公司已成了远近驰名的品牌企业,备受业内外认同。


异型管和无缝钢管的区别:
1异型管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2异型管是近聊城异形钢管厂几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度
异型管的分类:
异型管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异形钢管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。
在这个异型管非常常见的工艺检测方法有以下几种:
异型管反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;
异型管顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;


异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。


总结 在河南省三门峡市采购异型管_蘑菇管使用寿命长久请认准河南省三门峡市乐道精密钢管厂家有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-13961857377,QQ:252372346,地址:国联金属市场168号)。